



















OM-355 Page 14
SECTION 3 – OPERATION
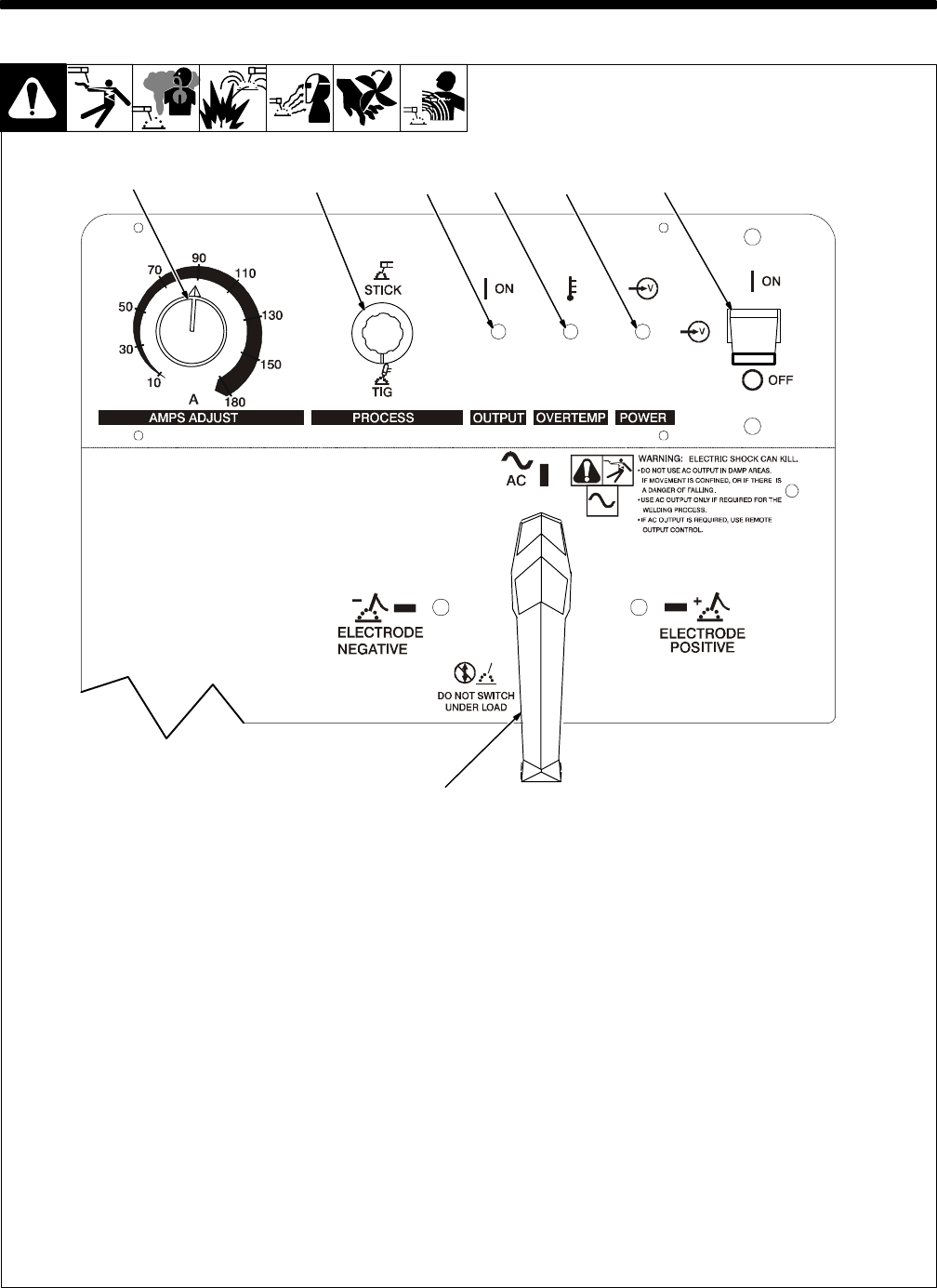
3-1. Controls
Ref. ST-188 714-A
1 Output Selector Switch
Y Do not use AC output in damp areas, if
movement is confined, or if there is
danger of falling. Use AC output ONLY
if required for the welding process, and
then use a remote control.
Y Do not change position of switch while
welding or while under load.
Use switch to select Direct Current Electrode
Negative (DCEN), AC, or Direct Current Elec-
trode Positive (DCEP) output without changing
weld output cable connections.
2 Amperage Adjust Control
For Stick (SMAW), use control to adjust
amperage.
For remote amperage control used when TIG
(GTAW) welding, front panel Amperage control
setting is the maximum amperage available at
the remote control device.
See Section 3-3 for example of remote amper-
age control.
3 Weld Process Switch
Use switch to select weld process.
In Stick position (up), weld output goes On and
Off with Power switch.
In GTAW (TIG) position (down), remote control
device turns on and adjusts weld output of unit
as limited by Amperage control. For Direct Cur-
rent Electrode Negative (DCEN), built-in arc
starter comes on when needed to start or stabi-
lize welding arc. For AC welding, the arc starter
will turn on and stay on to start and stabilize the
welding arc. No adjustments needed for arc
starter.
4 Output (Contactor) Light
Lights when output (contactor) and unit power
are on.
5 Overtemp Light
Lights when unit overheats and shuts down
(see Section 4-3).
6 Pilot Light
7 Power Switch
Use switch to turn unit, fan, and pilot light On
and Off.
5
1
23
46
7