



















12
Lathe Tools
If possible, select only high quality, high speed
steel turning tools with long handles. As one
becomes proficient in turning, a variety of specialty
tools for specific applications can be acquired. The
following tools provide the basics for most
woodturning projects.
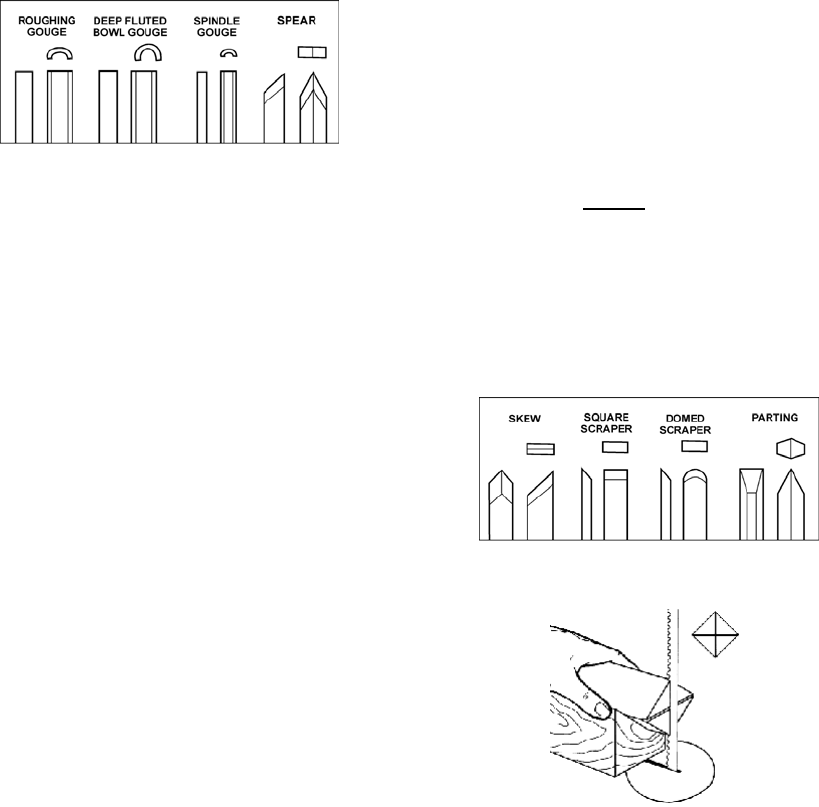
Roughing Gouge — used for rapidly cut raw wood
into round stock, see Figure 10.
Deep Fluted Bowl Gouge — used for turning
bowls and plates, see Figure 10.
Spindle Gouge — used for turning beads, coves
and other details, see Figure 10.
Spear — fine scraping and delicate operations,
such as the forming of beads, parallel grooves and
shallow vees, etc, see Figure 10.
Figure 10
Skew — used to make vees, beads, etc., see
Figure 11.
Square Scraper — used for diameter scraping and
featureless scraping, etc, see Figure 11.
Large Domed Scraper — used to reduce ridges
on the interior of bowls, round edges of bowls, etc,
see Figure 11.
Parting Tool — used to cut directly into the
material, or to make a cut off. Also used for
scraping and to set diameters, see Figure 11.
For safety and best performance, keep tools
sharp. If a tool stops cutting, or requires excessive
pressure to make a cut, it needs to be sharpened.
A number of brand name sharpening jigs and
fixtures are available, however, a wood turner
should learn to sharpen tools freehand.
Mounting Workpiece Between Centers
Spindle turning takes place between the centers of
the lathe. It requires a spur center in the headstock
and a live center in the tailstock.
1. With a ruler locate and mark the center on each
end by going corner to corner, see Figure 12.
Accuracy is not critical on full rounds but
extremely important on stock where square
sections are to remain. Put a dimple in each
end of the stock with an awl or nail.
2. Extremely hard woods may require kerfs cut
into the spur drive end of stock, see Figure 12.
You may need to drive the spur center into the
stock with a wood mallet. Note: Never drive
stock onto spur while it is mounted in the lathe
spindle.
3. Install workpiece by inserting the attached spur
center into the spindle taper on the headstock.
4. Bring tailstock into position, lock it to the bed,
and advance quill with the handwheel in order
to seat the live center into the workpiece. Lock
the quill in place. Make sure the live center
point is centered on your mark.
5. Move tool rest into position. It should be
parallel to workpiece, approximately at the
centerline, and approximately 1/8" from the
closest part of the workpiece. Lock tool rest
body and tool rest in place.
6. Rotate workpiece by hand to check for proper
clearance from tool rest. Note: You may want
to trim off the corners of a square workpiece to
make turning a little easier.
7. Start lathe at lowest speed and bring it up to
the appropriate RPM for the size of stock, see
Figure 6 page 11.
The position of the tool rest can be varied to suit
the work and operator. After you become
experienced with setting tool rest changing the
position will become second nature for the
workpiece and comfort of the user.
Figure 11
Figure 12