



















27
Butt Welds
Place two plates side by side, leaving a space approximate-
ly one half the thickness of the metal between them in order
to get deeper penetration.
Securely clamp or tack weld the plates at both ends, other-
wise the heat will cause the plates to move apart. See Figure
8.
Now weld the two plates together. Weld from left to right (if
right handed). Point the wire electrode down in the crack
between the two plates, keeping the gun slightly tilted in the
direction of travel. Watch the molten metal to be sure it dis-
tributes itself evenly on both edges and in between the
plates. This is referred to as the “pull technique”. On thin
gauge sheet metal, use the “push technique”. See “Welding
Techniques for GMAW (MIG) Process”.
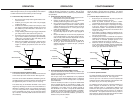
FIGURE 8
Penetration
Unless a weld penetrates close to 100% of the metal thick-
ness, a butt weld will be weaker than the material welded
together. In the example shown in Figure 9, the total weld is
only half the thickness of the material thus the weld is only
approximately half as strong as the metal.
FIGURE 9
FIGURE 10
In the example shown in Figure 10, the joint has been weld-
ed so that 100% penetration could be achieved. The weld, if
properly made, is as strong as or stronger than the original
metal.
OPERATION
Soldadura a Tope
Coloque las dos placas una al lado de la otra, dejando un
espacio de aproximadamente la mitad del ancho del metal
entre ellas, con el fin de obtener una penetración más pro-
funda.
Asegure las placas en ambos extremos con una pinza o con
un punto de soldadura, ya que de otra manera el calor haría
que las placas se separaran. (Vea la Figura 8).
Ahora, suelde las dos placas. Trabaje de izquierda a
derecha (si es diestro). Coloque el electrodo tubular sobre la
abertura entre las dos placas, manteniendo la antorcha lig-
eramente inclinada en dirección de la trayectoria. Observe
el metal fundido para asegurarse de que se distribuya equi-
tativamente en ambos bordes y entre las placas. A esto se
le conoce como “técnica de arrastre”. En hojas de metal del-
gadas utilice la “técnica de empuje”. Vea “Técnicas de
Soldadura para el Proceso GMAW (MIG)”.
FIGURA 8
Penetración
Si la soldadura no penetra casi el 100% del grosor del metal,
entonces una soldadura a tope será más débil que el mate-
rial soldado. En el ejemplo que se muestra en la Figura 9, la
soldadura total penetró sólo la mitad del grosor del material,
por lo que será aproximadamente la mitad de resistente que
el metal.
FIGURA 9
FIGURA 10
En el ejemplo que se muestra en la Figura 10, la unión ha
sido soldada para que pueda obtenerse un 100% de pene-
tración. Si la soldadura se realiza adecuadamente, entonces
será tan resistente como el metal original.
OPERACIÓN FONCTIONNEMENT
Soudures bout à bout
Placer deux tôles côte à côte, en laissant entre-elles un
écartement égal à environ la moitié de l'épaisseur du métal
pour obtenir une plus forte pénétration.
Bien immobiliser les tôles au moyen de clames ou de
soudures de pointage aux deux extrémités, pour ne pas que
la chaleur sépare les deux tôles. Voir la figure 8.
Souder maintenant les deux tôles. Souder de gauche à
droite (pour un droitier). Pointer le fil-électrode dans l'écarte-
ment entre les deux pièces, en inclinant légèrement le pisto-
let dans le sens du déplacement. Observer le métal fondu
pour s'assurer qu'il se repartit de façon régulière sur les deux
bords et entre les tôles. C'est ce que l'on appelle générale-
ment la technique “en tirant”. Sur des tôles minces utiliser la
technique “en poussant”. Voir “Techniques de soudage pour
le procédé GMAW (MIG)”.
FIGURE 8
Pénétration
Si la pénétration n'est pas de 100 % ou presque, une
soudure bout à bout est plus faible que les pièces soudées.
Dans l'exemple donné à la figure 9, la soudure totale ne fait
que la moitié de l'épaisseur du métal. Par conséquent, la
soudure est environ deux fois moins résistante que le métal.
FIGURE 9
FIGURE 10
Dans l'exemple donné à la figure 10, l'assemblage a été
soudé de façon à pouvoir obtenir une pénétration de 100 %.
La soudure, si elle est bien réalisée, est aussi résistante
sinon plus que le métal de base.