


















1. Instale el selenoide de gas. Las instrucciones se incluyen
en el juego.
2. Cambie la polaridad de salida a CD (+).Para mayor infor-
mación, vea “Instalación del Cable de Trabajo” en la sec-
ción de instalación.
3. Cambie la orientación del rodillo impulsor (si es necesario)
de acuerdo con el tamaño de alambre que se haya selec-
cionado. Para mayor información, vea “Cómo Cambiar el
Rodillo Impulsor” en la sección de Mantenimiento.
4. Instale la guía de la antorcha y la punta adecuadas de
acuerdo con el tamaño de alambre que se haya selec-
cionado. Para mayor información, vea “Reemplazo de los
Componentes” en la sección de Mantenimiento.
5. Retire la tobera normal (si la instaló) e instale la tobera de
gas. Para retirarla, simplemente desatorníllela.
6. Coloque el alambre en la máquina, e introdúzcalo la antor-
cha, de acuerdo con la sección “Instalación del Alambre de
Soldadura”.
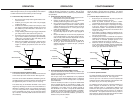
CONFIGURACIÓN DE LOS COMPONENTES
DEL SISTEMA DE ALIMENTACIÓN DE ALAMBRE
Con la WELD-PAK se envían los siguientes componentes:
Punta de Contacto (S19726-3)
0.9mm (0.035”)
Guía de Alambre (M16291-6)
0.9mm (0.035”)
Rodillo Impulsor
(M16190)
Ranura Estriada Grande de 0.8/0.9mm (0.030/0.035”)
Ranura Lisa de 0.6mm (0.023-0.025”)
Los componentes del Juego de Conversión MIG K610-1
incluyen:•
Punta de Contacto•
(S19726-1)
0.6mm (0.025”)
Guía de Alambre (M16291-2)
0.8mm (0.030”)
Rodillo Impulsor
(M15758)
Utilice la Ranura Lisa Pequeña del Rodillo Impulsor
Los componentes del Juego para Aluminio o Acero
Inoxidable K664-2 incluyen*:
Punta de Contacto•
(S24221-1)
0.9mm (0.035A)
Guía de Alambre (M18971-1)
0.9mm (0.035”)
Rodillo Impulsor
(M19631)
• Si desea una alimentación de alambre sólido de 0.8 mm (0.030”) con-
siga la punta de contacto S19726-2.
* Al cambiar de una alimentación de alambre de acero a una de alu-
minio, es importante que se intercambien los componentes de la ali-
mentación, debido al lubricante que se aplicó al alambre de acero. No
hacerlo podría dar como resultado soldaduras contaminadas al soldar
aluminio.
ACCESSORIOS
40
1. Install the gas solenoid. Complete instructions are includ-
ed with the kit.
2. Change the output polarity to DC(+). See “Work Cable
Installation” in Installation section for details.
3. Change drive roll orientation (if required) for the wire size
selected. See “Changing Drive Roll” in Maintenance sec-
tion for details.
4. Install the proper gun liner and tip for the wire size select-
ed. See “Component Replacement” in Maintenance sec-
tion for details.
5. Remove gasless nozzle (if installed) and install gas noz-
zle. To remove, simply unscrew.
6. Load wire into machine and thread into gun and cable
per “Welding Wire Loading” section.
ACCESSORIES ACCESSOIRES
CONFIGURATION OF COMPONENTS IN WIRE FEEDING
SYSTEM
• If .030 Solid wire feeding is desired obtain an S19726-2 Contact Tip.
* It is important when changing between welding with steel wire and
aluminum to exchange feeding components due to the lubricant
applied to steel wire. Failure to do so may result in contaminated
welds when welding aluminum.
Components shipped with WELD-PAK:
Contact Tip (S19726-3)
.035” (0.9mm)
Cable Liner (M16291-6)
.035” (0.9mm)
Drive Roll
(M16190)
Large Knurled groove
.030/.035” (0.8/0.9mm)
Small Smooth groove
.023-.025 (0.6mm)
Components in K610-2 MIG Conversion Kit:•
Contact Tip•
(S19726-1)
.025” (0.6mm)
Cable Liner
(M16291-2)
.030” (0.8mm)
Drive Roll (M15758)
Components in K664-2 Aluminum or Stainless Kit*:
Contact Tip•
(S24221-1)
.035A (0.9mm)
Cable Liner (M18971-1)
.035 (0.9mm)
Drive Roll
(M19631)
1. Monter l'électrovanne de gaz. Les directives complètes
sont incluses dans le nécessaire.
2. Modifier la polarité de sortie sur c.c. (+). Voir “Installation
du câble de retour” à la section Installation pour obtenir
de plus amples détails.
3. Modifier l'orientation du galet d'entraînement (s'il y a lieu)
en fonction du diamètre de fil choisi. Voir
“Remplacement du galet d'entraînement” dans la section
Entretien pour obtenir de plus amples détails.
4. Monter le conduit intérieur et le tube appropriés en fonc-
tion du diamètre de fil choisi. Voir “Remplacement des
composants” dans la section Entretien pour obtenir de
plus amples détails.
5. Démonter la buse sans gaz (le cas échéant) et monter
une buse de gaz. Pour démonter, dévisser simplement.
6. Charger le fil dans la machine et enfiler le fil dans le pis-
tolet et le câble selon la section “Chargement du fil de
soudage”.
CONFIGURATION DES COMPOSANTS
DANS LE SYSTÈME DE DÉVIDAGE
• Pour dévider le fil plein de 0,030 Ø se procurer un tube contact
F192726-2.
* Quand on remplace le fil en acier par le fil en aluminium il est impor-
tant de remplacer également ces composants en raison du lubrifiant
qui est appliqué sur le fil en aluminium. Sinon, les soudures sur
l'aluminium peuvent être contaminées.
Composants expédiés avec la WELD-PAK:
Tube contact
(S19726-3)
0,035 po (0,9 mm) Ø
Conduit intérieur
(M16291-6)
0,035 po (0,9 mm) Ø
Galet d'entraînement
(M16190)
Gorge moletée large 0,030/0,035 po (0,8/0,9 mm) Ø
Gorge lisse étroite 0,023/0,025 po (0,6 mm) Ø
Composants dans le nécessaire de conversion MIG K610-2:•
Tube contact•
(S19726-1)
0,025 po (0,6 mm) Ø
Conduit intérieur
(M16291-2)
0,030 po (0,8 mm) Ø
Galet d'entraînement
(M115758)
Composants dans le nécessaire aluminium ou acier
inoxydable K664-2*:
Tube contact•
(S24221-1)
0,035A po (0,9 mm) Ø
Conduit intérieur (M18971-1)
0,035 po (0,9 mm) Ø
Galet d'entraînement
(M19631)