



















32
Helpful Hints
1. For general welding, it is not necessary to weave the arc.
Weld along at a steady pace. You will find it easier.
2. When welding on thin plate, you will find that you will
have to increase the welding speed, whereas when weld-
ing on heavy plate, it is necessary to go more slowly in
order to get good penetration.
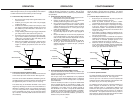
3. When welding sheet metal 16 gauge (1.5 mm) and
lighter, heat buildup may cause part warpage and burn
through. One way to eliminate these problems is to use
the back-stepping method illustrated in Figure 17.
FIGURE 17
Practice
The best way of getting practice is to perform the following
exercise.
Refer to Figure 18.
1. Learn to strike an arc by positioning the gun over the joint
and touching the wire to the work.
2. Position face shield to protect face and eyes.
3. Depress gun trigger, hold gun so contact tip to work dis-
tance is about 3/8 to 1/2 inch (10 to 12 mm) and the gun
is at proper angle.
OPERATION
Consejos Útiles
1. Para soldaduras generales, no es necesario mover el arco.
Suelde a un ritmo estable. Será más fácil en esta forma.
2. Cuando suelde sobre una placa delgada, se dará cuenta de
que tiene que aumentar la velocidad de soldadura; por otro
lado, al soldar sobre una placa gruesa, será necesario llevar
un ritmo más lento para lograr una penetración adecuada.
3. Al soldar una placa de metal de calibre 16 (1.5 mm) o más
ligera, la acumulación de calor puede ocasionar deforma-
ciones y quemaduras. Una manera de eliminar estos prob-
lemas es utilizar el método de pasos en retroceso que se
muestra en la Figura 17.
FIGURA 17
Práctica
La mejor manera de obtener práctica es realizando el siguiente
ejercicio.
Consulte la Figura 18.
1. Aprenda a iniciar un arco colocando la antorcha sobre la
unión y tocando el trabajo con el alambre.
2. Use la careta para proteger la cara y los ojos.
3. Aplane el gatillo de la antorcha; sujétela de tal forma que la
distancia entre la punta de contacto y el trabajo sea de 10
a 12 mm (3/8 a 1/2 pulgadas) aproximadamente y la antor-
cha se encuentre en el ángulo correcto.
OPERACIÓN FONCTIONNEMENT
First weld from A to B; then from C to A;
then from D to C; then from E to D, and
so on.
BACDE
Back-Stepping
Mild Steel 12 gauge or 1/8 inch
(3.0 mm)
Electrode 0.035" (0.9 mm)
NR-211-MP
Innershield Wire
Voltage Setting “V” D
Wire Feed Speed “o|o” 3
For the WELD-PAK, use the following:
Recommandations utiles
1. Pour le soudage général, il n'est pas nécessaire de faire
osciller l'arc. Souder à un rythme régulier. C'est plus
facile.
2. Quand on soude des tôles minces, on s'aperçoit que l'on
doit augmenter la vitesse de soudage, mais quand on
soude des tôles épaisses, il est nécessaire d'aller plus
lentement afin d'obtenir une bonne pénétration.
3. Quand on soude des tôles de 16 d'épaisseur (1,5 mm) et
moins, un échauffement peut provoquer un gauchisse-
ment et un trou. La façon d'éliminer ces problèmes est
d'utiliser la méthode dite à pas de pèlerin illustrée à la fig-
ure 17.
FIGURE 17
Pratique
La meilleure façon d'acquérir la pratique est d'effectuer l'ex-
ercice suivant.
Refer to Figure 18.
1. Apprendre à amorcer l'arc en plaçant le pistolet au-
dessus du joint à souder et en faisant toucher le fil à la
pièce.
2. Placer le masque de façon à se protéger le visage et les
yeux.
3. Appuyer sur la gâchette du pistolet, tenir le pistolet de
façon à obtenir un écartement tube contact-pièce d'envi-
ron 3/8 à 1/2 po (10 à 12 mm) et un bon angle du pisto
let.
Commencer d'abord à souder de A à B,
puis de C à A, puis de D à C, puis de E
à D, etc.
BACDE
Méthode à pas de pèlerin
Aciers doux 12 d'épaisseur ou 1/8 po
(3 mm)
Fil-électrode Fil Innershield NR-211-MP
de 0,035 po (0,9 mm) Ø
Réglage
de tension “V” D
Vitesse de dévidage
du fil “o|o” 3
Pour la WELD-PAK, utiliser:
La primera soldadura debe hacerse de A
a B; después de C a A; luego de D a C;
después de E a D y así sucesivamente.
BACDE
Método de Pasos en Retroceso
Acero dúctil Calibre 12 o 3.0 mm
(1/8 pulgadas)
Electrodo Alambre Innershield
de 0.9 mm (0.035”)
NR-211.MP
Programación de voltaje “V' D
Velocidad de alimentación
de alambre “oIo” 3
Para la Weld-Pak utilice lo siguiente: