


















B-5
OPERATION
B-5
WELDER OPERATION
DUTY CYCLE
Duty Cycle is the percentage of time the load is
being applied in a 10 minute period. For example a
60% duty cycle, represents 6 minutes of load and 4
minutes of no load in a 10 minute period.
ELECTRODE INFORMATION
The BIG RED™ 600 is designed for horizontal, ver-
tical up, and overhead welding with all types of DC
stick electrodes.
For any electrode the procedures should be kept
within the rating of the machine. For information on
electrodes and their proper application see
(www.lincolnelectric.com) or the appropriate
Lincoln publication.
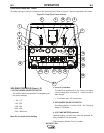
WELDING MODE
Set the Welding mode switch for the desired
process, either Stick / Gouging or TIG.
CONSTANT CURRENT STICK WELDING
DO NOT TURN THE “OUTPUT RANGE SELEC-
TOR” WHILE WELDING because the current may
arc between the contacts and damage the switch.
------------------------------------------------------------------------
The “Output Range Selector” provides five overlap-
ping current ranges. The “Output Current
Adjustment” adjusts the current from minimum to
maximum within each range. Open circuit voltage is
also controlled by the “Output Current Adjustment”
permitting control of the arc characteristics.
A high open circuit voltage setting provides the soft
“buttering” arc with best resistance to pop-outs pre-
ferred for most welding. To get this characteristic,
set the “Output Range Selector” to the lowest set-
ting that still provides the current you need and set
the “Ouput Current Adjustment” near maximum.
For example: to obtain 175 amps and a soft arc, set
the “Output Range Selector” to the 105-220 position
and then adjust the “Output Current Adjustment” to
get 175 amps.
When a forceful “digging” arc is required, usually for
vertical and overhead welding, use a higher “Output
Range Selector” setting and lower open circuit volt-
age.
For example: to obtain 175 amps and a forceful arc,
set the “Output Range Selector” to the 150-330
position and the “Output Current Adjustment” set-
ting to get 175 amps.
Some arc instability may be experienced with
EXX10 electrodes when trying to operate with long
arc techniques at settings at the lower end of the
open circuit voltage range.
DO NOT attempt to set the “Current Range
Selector” between the five points designated on
the nameplate.
------------------------------------------------------------------------
ARC GOUGING
Using the “Output Range Selector” and “Output
Control Adjustment” set the output to the desired
level for the gouging electrode being used see
table B.2.
BIG RED™ 600
Carbon Diameter Current Range (DC, elec-
trode positive)
1/8"(3.2mm) 60-90 Amps
5/32"(4.0mm) 90-150 Amps
3/16"9(4.8mm) 200-250 Amps
1/4"(6.4mm) 300-400 Amps
5/16"(8.0mm) 350-450 Amps
3/8"(9.5mm) 450-600 Amps
TABLE B.2
CAUTION
CAUTION