


















B-2
OPERATION
B-2
RECOMMENDED PROCESSES AND
EQUIPMENT
The LN-7 GMA is recommended for use in MIG and
Innershield welding applications, the LN-7 is
recommended for Innershield welding applications.
Both are recommended for use with constant voltage
power sources such as the Idealarc DC-250, 400, or
600, or CV types. The LN-7 GMA is capable of feeding
wires ranging from 0.023 in. through 1/16 in. (0.6
through 1.6 mm) solid, 0.045 in. through 5/64 in. (1.2
through 2.0 mm) Innershield, and 0.062 in. through
5/64 in. (1.6 through 2.0 mm) Outershield electrodes.
The LN-7 is capable of feeding wires ranging from
0.023 in. through 3/32 in. (0.6 through 2.4 mm) solid
and 0.045 in. through 7/64 in. (1.2 through 2.8 mm)
cored.
LN-7 & LN-7 GMA
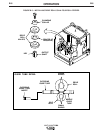
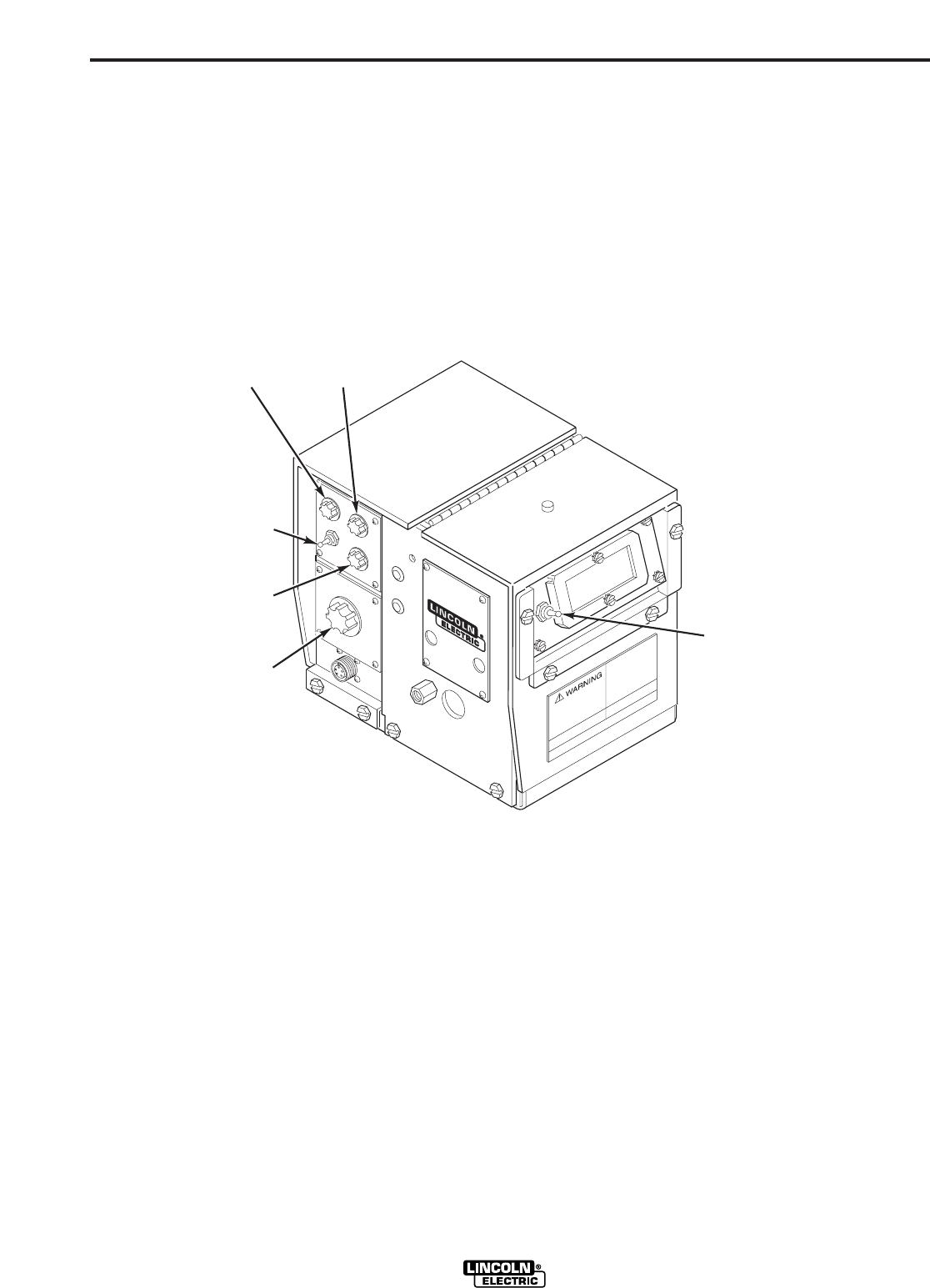
CONTROLS AND SETTINGS
Operator controls are illustrated in Figure B.1. Refer to
the figure and the following explanations of the
controls.
WIRE FEED SPEED CONTROL. This control sets the
feed speed of the wire feeder. Turn the knob to the left
for slower speeds and to the right for higher speeds.
The control is calibrated. The nameplate shows the
wire speed for the given setting of the control.
BURNBACK CONTROL (OPTIONAL). This control,
located on the optional K419 Burnback Timer and
K418 GMA Timer Kits, provides a precise time delay
that allows the wire to be burned off at the end of the
weld. This is useful for those applications where higher
speed, fine wire feeding is used and there is a
tendency for the electrode to overrun at the end of the
weld and cause “sticking” in the crater. The delay is
adjustable for optimum burnback depending on wire
size, process, procedure, etc.
PREFLOW CONTROL (OPTIONAL). This control,
located on the optional K418 GMA Timer Kit, provides
flow of shielding gas to the work before the arc is
established. The gas solenoid valve is energized
immediately when the gun trigger is closed, but the
time delay before the wire feeder is energized is
adjustable from 0 to 1.5 seconds. Turn the knob to the
left for shorter delays and to the right for longer delays.
POSTFLOW CONTROL (OPTIONAL). This control,
located on the optional K418 GMA Timer Kit, provides
flow of shielding gas to the work after welding has
stopped. Delay for the gas solenoid valve shutoff is
adjustable from 0 to 1.5 seconds. Turn the knob to the
left for shorter delays and to the right for longer delays.
POSTFLOW
CONTROL
(OPTIONAL)
PREFLOW
CONTROL
(OPTIONAL)
PURGE-COLD
INCH SWITCH
(OPTIONAL)
WIRE FEED
SPEED CONTROL
ELECTRODE
POLARITY SWITCH
(OPTIONAL)
BURNBACK
CONTROL
(OPTIONAL)
FIGURE B.1 – WIRE FEEDER CONTROLS.