



















3.4
MIG/MAG 140/160
x Mens innstillingen foregår, må apparatet være
slått på og brennerbryteren må være trykt inn,
slik at magnetventilen åpnes. For å unngå unø
-
dig sveisetrådforbruk, skal bladfjæren i sveise-
trådfremtrekket svinges ut til siden.
Det er ikke tillatt å foreta inngrep og reparasjoner på
trykkreduksjonsventiler på grunn av de farene som
er forbundet med dette. Defekte trykkreduksjons-
ventiler skal sendes inn til serviceverkstedet.
Tilkopling av arbeidsstykket
Klem fast arbeidsstykkeklemmen fra MIG/MAG-
apparatets jordledning i umiddelbar nærhet av svei-
sestedet. Pass på at det er metallisk blank overgang
på kontaktstedet.
Forberedelse av sveisefugen
Arbeidsstykkene som skal sveises, skal være frie for
lakk, metallbelegg, smuss, rust, fett og fuktighet.
Forberedelsene av sveisefugen skal gjennomføres i
henhold til de sveisetekniske forskriftene.
Anvisninger om innstilling og om
sveiseteknikk
Innkopling av apparatet
Innstilling av apparatet skal skje ved hjelp av svei-
sespenningsbryteren i forbindelse med Max-Min-
bryteren. Apparatet er skilt fra nettet når Max-Min-
bryteren står på null.
Apparatet er utstyrt med en temperaturføler som
kopler ut apparatet elektrisk ved overbelastning.
Kontrollampen gir signal når temperaturføleren rea-
gerer. Sveisestrømkilden og sveisetrådfremtrekket
blir forbigående koplet ut.
Etter avkjøling koples strømkilden automatisk inn
igjen; signallampen slukkes.
Innstilling av sveiseparametere
Etter at forberedelsene er gjennomført, kan sveisin-
gen begynne.
Sveisespenning og trådfremtrekkshastighet skal da
tilpasses til hverandre i henhold til sveiseoppgaven.
Hvis trådfremtrekkshastigheten økes, øker strøm
-
styrken.
Det er mulig å finne optimale parametere for enhver
sveisetråddiameter og enhver sveiseoppgave. De
kan blant annet kjennes igjen på den typisk sum
-
mende lysbuelyden.
Hvis man avviker for mye fra de optimale verdiene,
er det ikke mulig å få til perfekt sveising.
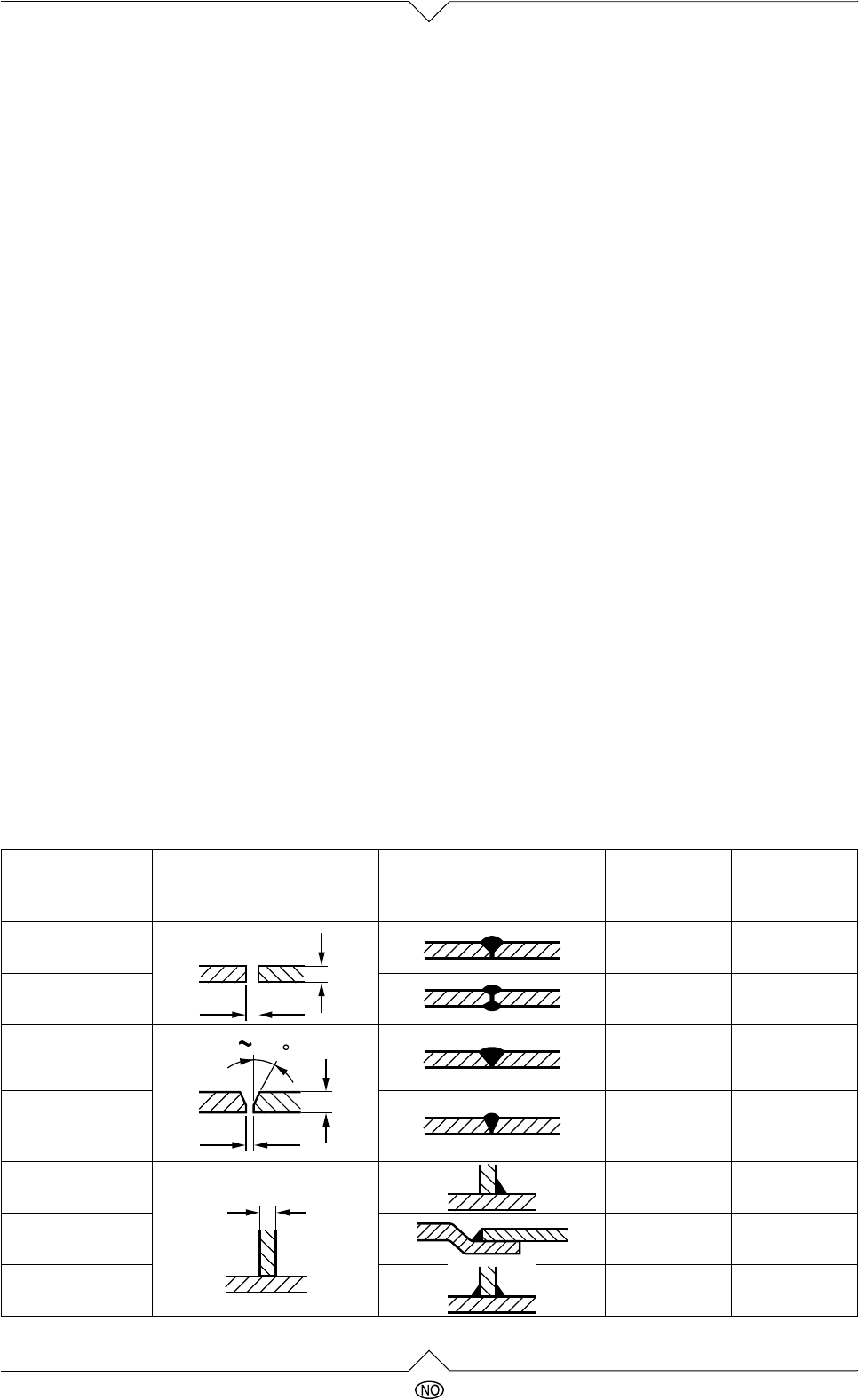
Den riktige sveisefugen
I tabellen finner du anvisninger for forming av fuger.
Fugeform Utførelse Platetyk-
kelse
s (mm)
Fugbredde
b (mm)
I-fuge ensidig < 1,5
> 1,5
0
< 2
I-fuge tosidig
2 – 4 < 2
V-fuge
3 – 6 < 1
3 – 6 < 1
K-fuge
> 0,6 –
0,6 – 1,5 –
Dobbel K-fuge
> 0,6 –
b
s
b
s
25
s