



















1.5
MIG/MAG 140/160
Care and Maintenance
The unit is nearly maintenance-free.
B
Danger – Voltage!
Disconnect from power before servicing!
x Check feed roller, pressure roller and wire lead-
in nozzle at regular intervals for dirt build-up,
clean if necessary.
x At appropriate intervals the complete torch
including torch leads should be cleaned, as
rubbed-off parts and dust build-up inside.
x The torch's contact tip is a wearing part. If its ori-
fice has enlarged the contact tip must be
replaced.
x On the inside of the plug-on gas shroud spatters
build up. These have to be removed when nec
-
essary. An anti-spatter spray eases this job and
keeps spatters from sticking to the shroud.
x Replace damaged cables without delay.
Trouble Shooting
Mechanical faults are mostly indicated by an irregu-
lar or completely blocked wire feed. Electrical faults
cause a malfunction of the unit, in part or complete.
B
Danger - Voltage!
Electrical fault finding must be left to a quali-
fied electrician.
Further fault finding can proceed according to the
wiring diagram supplied.
Fault find should first start with the unit de-ener-
gized, and in the following order:
1. Check of the power supply cable connection
and all other connections on switches, trans-
former and choke, as well as all plug-and-socket
connections and soldered connections for tight-
ness.
2. Check of fuse for continuity and contact.
3. Visual check for possible shorts or overloads of
windings (discoloring).
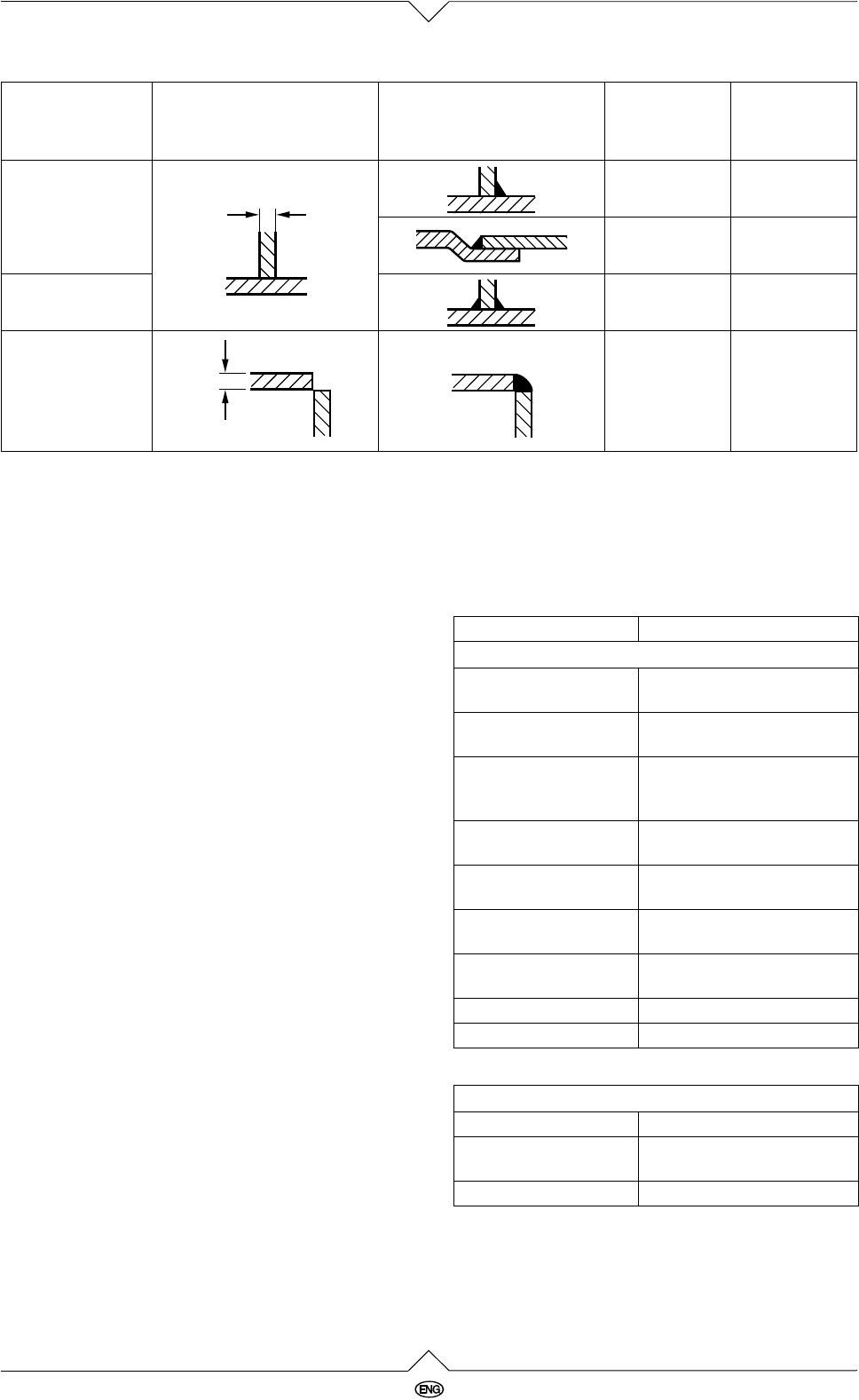
K-joint
> 0,6 –
0,6 – 1,5 –
Double-K-joint
> 0,6 –
Cornerjoint
> 1 –
Form of joint Execution
Platethick-
ness
s (mm)
Gapwidth
b (mm)
s
s
Fault, Likely causes Remedy
• Noisy or unstable arc?
Incorrect welding volt-
age
Correct with welding step
switch
Too much/too little wire
feed
Correct with wire feed pot
Earth clamp loose or
high contact resistance
(rust, paint)
Ensure good contact
between earth clamp and
workpiece
Contact tip worn or
incorrect diameter
Replace
Incorrect gas flow rate
setting
Correct
Workpiece not clean in
seam area
Remove paint, rust, grease
etc.
Power unit faulty Have machine checked by
service centre
Spiral liner dirty Clean or replace
Wire feed faulty See below
• Excessive spattering
Wire feed rate too high Correct with wire feed pot
Welding voltage too
high
Correct with welding step
switch
Workpiece not clean Clean