



















5.4
MIG/MAG 140/160
ventilen öppnas. För att undvika onödig förbruk-
ning av svetstråd, kan trådmatarens bladfjäder
svängas ut åt sidan.
Ingrepp och reparation av tryckregulatorer är inte
tillåtet på grund av därmed sammanhängande ris-
ker. En trasig tryckregulator skickas till serviceverk-
staden.
Anslutning av arbetsstycket
Jorda jordledningens arbetsstyckeklämma i ome-
delbar anslutning till svetsstället. Se till att få ordent-
lig metallkontakt på kontaktstället.
Svetsfogsförberedelse
De arbetsstycken, som ska svetsas, måste vara fria
från färg, metallöverdrag, smuts, rost, fett och fukt i
fogområdet.
Svetsfogsförberedelserna ska genomföras med
hänsyn till svetstekniska föreskrifter.
Anvisningar för inställning och
svetsteknik
Påkoppling av svetsen
Inställning av svetsen görs med svetsspänningsom-
kopplaren tillsammans med Min-Max-omkopplaren.
Svetsen är inte ansluten till nätet när Min-Max-
omkopplaren står på noll.
Svetsen är utrustad med en temperaturvakt, som
stänger av strömmen vid överbelastning.
Aktivering av temperaturvakten indikeras av kon-
trollampan. Svetsströmkällan och trådmatningen
stängs av tillfälligt.
Efter avkylning slås strömkällan på av sig själv; kon-
trollampan slocknar.
Inställning av svetsparametrarna
När svetsen har förberetts, kan svetsningen påbör-
jas.
Därvid måste svetsspänningar och trådmatnings-
hastighet anpassas till varandra beroende på svets-
arbete. Vid ökad trådmatningshastighet stiger
strömstyrkan.
Man kan fastställa optimala parametrar för alla
svetstrådsdiametrar och alla svetsuppgifter. De
känns bl a igen på det typiska sjungande ljusbåge
-
ljudet.
Om man avviker för mycket från optimalvärdena, är
en korrekt svetsning inte möjlig.
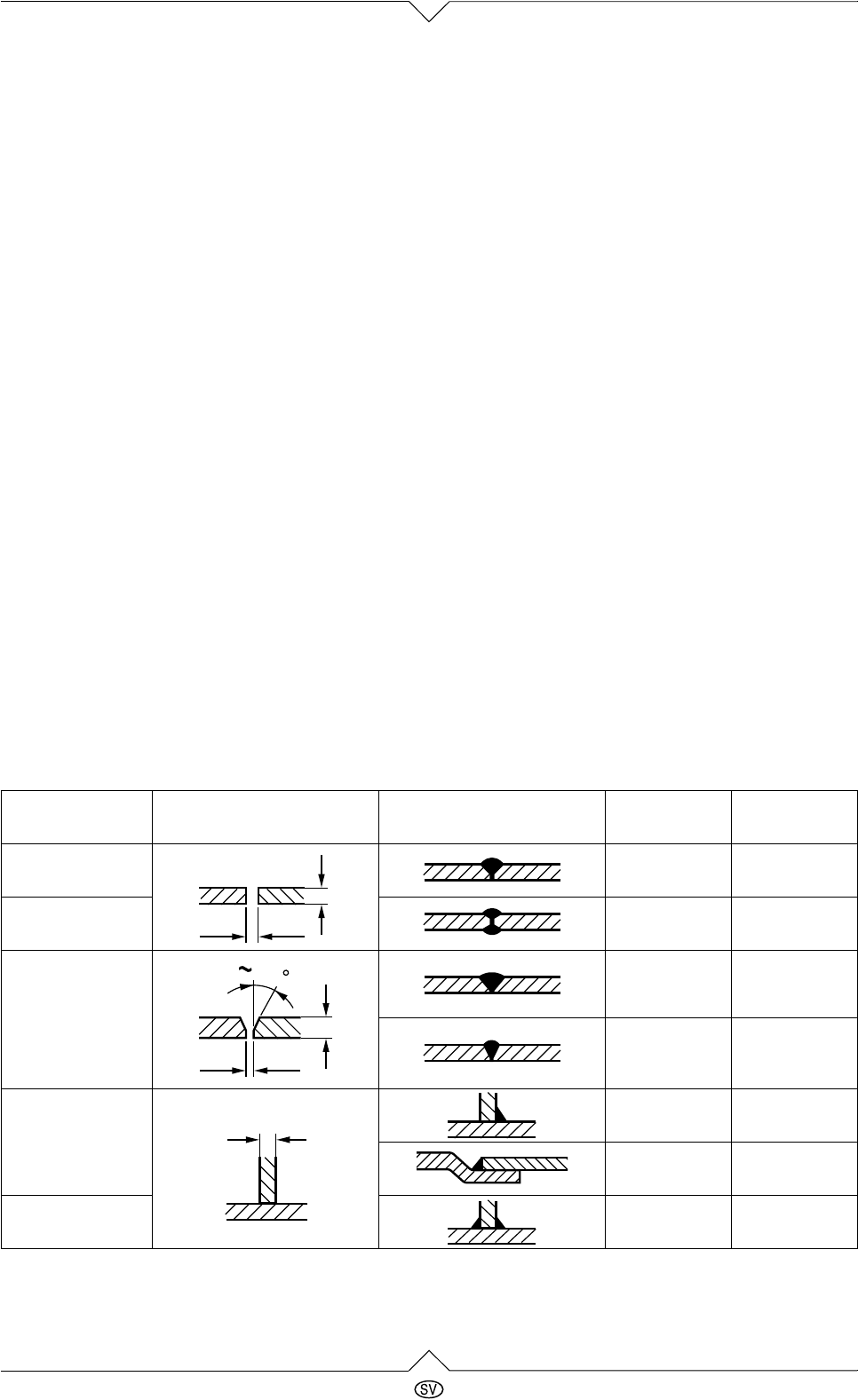
Korrekt svetsfog
Läs ut anvisningar för utformning av svetsfogen ur tabellen.
Fogform
Utförande Plåttjocklek
s (mm)
Fogbredd
b (mm)
I-fog ensidig < 1,5
> 1,5
0
< 2
I-fog tvåsidig
2 – 4 < 2
V-fog
3 – 6 < 1
3 – 6 < 1
K-fog
> 0,6 –
0,6 – 1,5 –
Dubbel-K-fog
> 0,6 –
b
s
b
s
25
s