



















4.4
MIG/MAG 140/160
Maadoituksen liitäntä
Kiinnitä hitsauskoneen maadoituskaapelin puristin
mahdollisimman lähelle hitsauskohtaa. Varmista
hyvä metallikosketus.
Hitsisauman valmistelu
Hitsisauman alue työkappaleessa tulee olla puhdis-
tettu maalista, metallipinnoitteista, liasta, ruos-
teesta, rasvasta ja kosteudesta.
Hitsisauman valmistelu tulee tehdä noudattaen hit-
sin suunnittelumääräyksiä.
Hitsaustekniikan ja koneen säätö-
vihjeitä
Koneen kytkeminen päälle
Kone kytketään päälle yhdistetyllä ON/OFF B hitsa-
uskytkimellä. Kytkimen asennossa "0" kone on säh-
köisesti irti sähkösyötöstä.
Koneeseen on kytketty lämpötunnistin, joka kytkee
koneen poispäältä lämpötilan noustessa liian korke-
alle.
Lämpöylikuorma näkyy koneen etupanelissa ole-
vasta merkkivalosta. Hitsausvirtalähde ja langan-
syöttö eivät toimi. Jäähtymisen jälkeen hitsausvirta-
lähde ja langansyöttö kytkeytyvät automaattisesti
päälle ja merkkivalo sammuu.
Hitsausarvojen säätö
Hitsauskoneen valmistelujen jälkeen hitsaus voi
alkaa.
Hitsausjännitteen ja langansyöttönopeuden tulee
olla työhön sopivia. Kun langansyöttönopeus kas-
vaa, kasvaa hitsausvirta vastaavasti.
Jokaista langanhalkaisijaa ja jokaista hitsaustehtä-
vää kohti löytyy optimiarvot. Ne voi tunnistaa mm.
tyypillisestä surisevasta kaaren äänestä.
Mikäli arvot poikkeavat liian paljon optimiarvoista,
hitsaus ei onnistu tyydyttävästi.
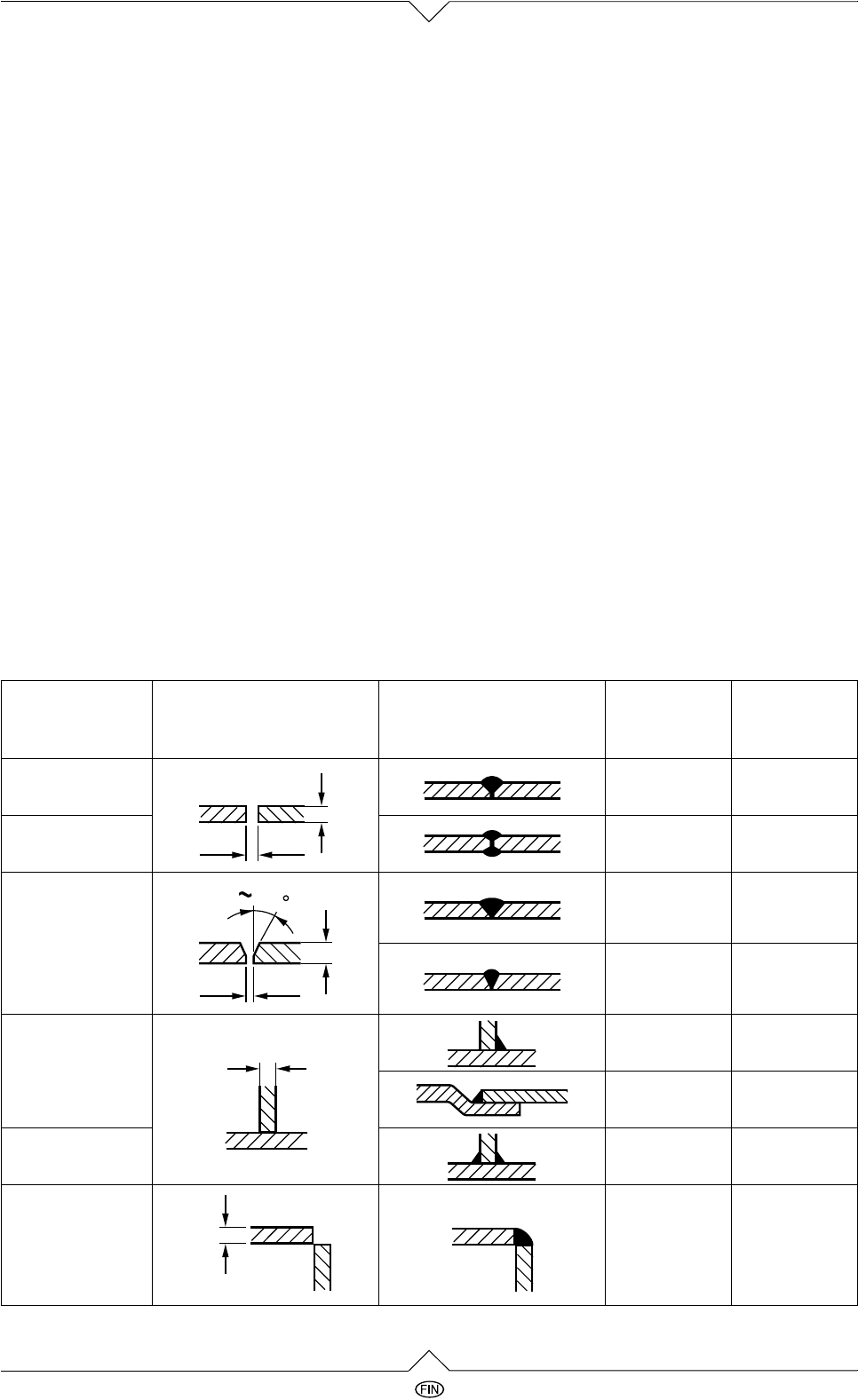
Oikea liitos
Allaolevassa taulukossa on informaatiota hitsisauman suunnittelusta.
Hitsisauman muoto Tyyppi Materiaalin
paksuus
s (mm)
Juuren
avaus
b (mm)
1 x I-railo < 1,5
> 1,5
0
< 2
2 x I-railo
2 – 4 < 2
V-railo
3 – 6 < 1
3 – 6 < 1
Piena
> 0,6 –
0,6 – 1,5 –
Kaksoispiena
> 0,6 –
Kulma
> 1 –
b
s
b
s
25
s
s