















OM-2252 Page 22
SECTION 5 − OPERATION
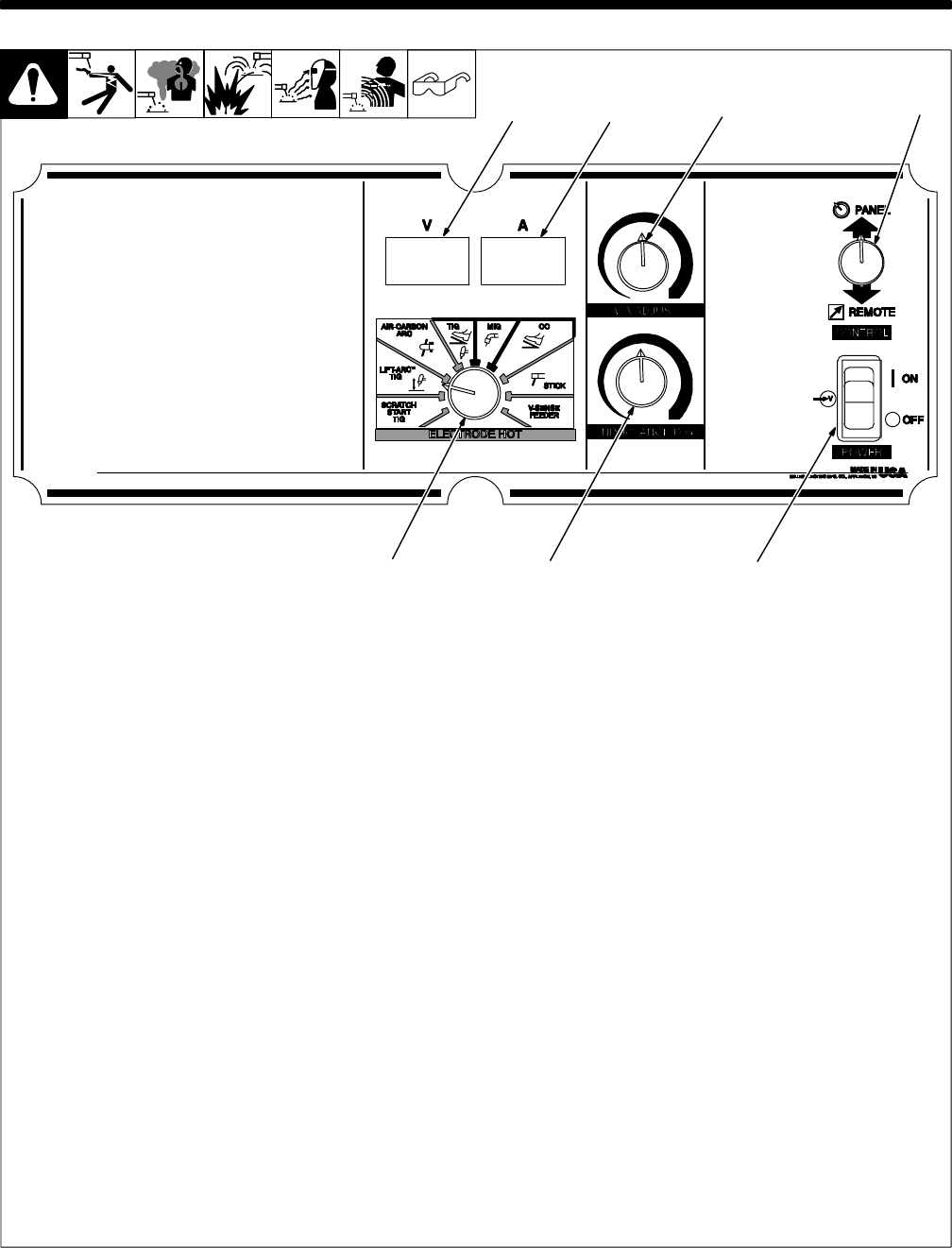
5-1. Controls
229 448-A
1
2
3
6
7
4
5
1 Power Switch
. This unit is equipped with a fan motor that
is thermostatically controlled and only
runs when cooling is needed.
2 Voltmeter (see Section 5-2)
3 Ammeter (see Section 5-2)
4 Mode Switch
Use Mode switch to determine both process
and output On/Off control. Orange areas
highlight “contactor on” positions.
5 Panel/Remote Control Switch
For front panel control, place switch in Panel
position and use the V/A Adjust control to set
amperage or voltage, depending on Mode
switch selection.
For remote control, make connections to Re-
mote 14 receptacle (see Section 4-11), and
place switch in Remote position. In TIG
modes, output available through the remote
control is a percent of the V/A Adjust control
setting. Value selected on V/A Adjust control
is maximum output available through the re-
mote control. In the MIG, CC, and V-Sense
feeder modes, a remote control provides full
range of unit output regardless of V/A Adjust
control setting. A remote control is not func-
tional in Air-Carbon Arc or Stick modes. If
connection to Remote 14 receptacle is re-
moved and Panel/Remote control switch re-
mains in Remote position, output is controlled
with the V/A Adjust control.
6 V/A (Voltage/Amperage) Adjust Control
With Mode switch in any Stick or TIG position,
use control to adjust amperage from 5 to 500
amps. With Mode switch in a V-Sense Feeder
or MIG position, use control to adjust voltage
from 10 to 38 volts.
7 Inductance/Dig Control
Control adjusts Dig when a Stick or CC mode
is selected on mode switch. When set to-
wards minimum, short-circuit amperage at
low arc voltage is the same as normal welding
amperage. When set to max, control in-
creases short-circuit amperage at low arc
voltage. This allows the operator to use a
very short arc length without sticking the
electrode. As control is adjusted, the amount
of Dig selected is displayed on the amps me-
ter as a percentage (0 to 100%) of full range,
and dig is displayed on the volts meter.
When Air-Carbon Arc mode is selected, Dig
is internally set to max.
Control adjusts inductance when MIG or V-
Sense Feeder position is selected on mode
switch. Inductance determines the “wetness”
of the weld puddle. As setting is increased to-
wards maximum, “wetness” (puddle fluidity)
increases. As control is adjusted, the amount
of inductance selected is displayed on the
amps meter as a percentage (0 to 100%) of
full range, and ind is displayed on the volts
meter.
This control is not functional when one of the
TIG modes is selected.
Change control setting to best suite
application.