















OM-2252 Page 23
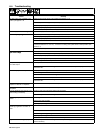
5-2. Meter Functions For CC/CV Models
. The meters display the actual weld output values for approximately three seconds after the arc is broken.
Mode Meter Reading At Idle
Scratch Start TIG
Actual Volts (OCV) Preset Amps
VA
78.0 85
Lift-Arc TIG
(GTAW)
VA
Actual Volts Preset Amps
8.0 85
Air Carbon Arc
VA
Actual Volts (OCV) Preset Amps
78.0 85
TIG (GTAW)
Blank Preset Amps
VA
85
MIG (GMAW)
Preset Volts Blank
VA
24.5
CC
Blank Preset Amps
VA
85
Stick (SMAW)
Actual Volts (OCV) Preset Amps
VA
78.0 85
Voltage-Sensing
Wirefeeder
Flashes OCV And Preset Volts Blank
VA
78.0
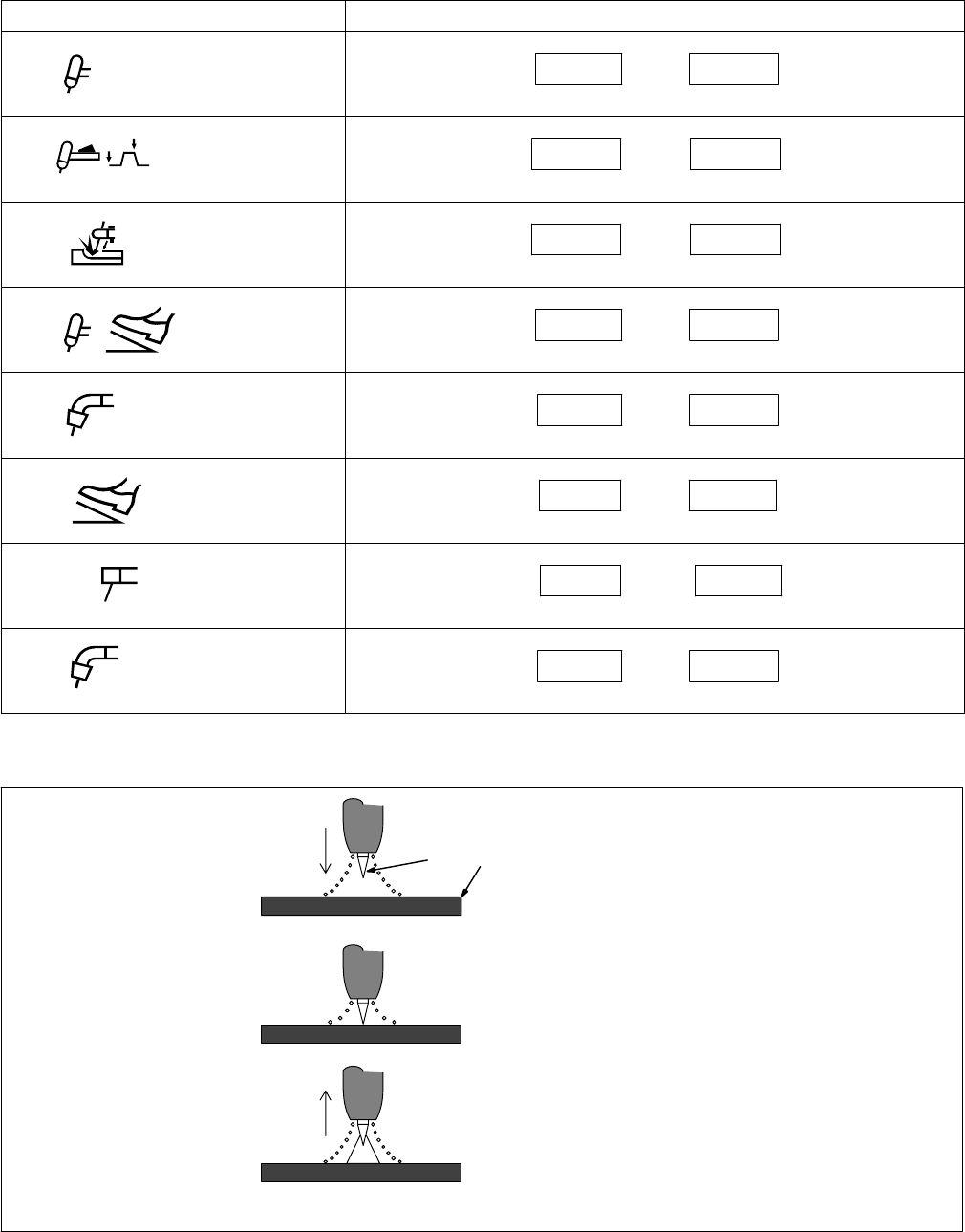
5-3. Lift-Arc TIG Procedure For CC/CV Models
With Mode switch in the Lift-Arc TIG
position, start an arc as follows:
1 TIG Electrode
2 Workpiece
Touch tungsten electrode to work-
piece at weld start point, hold
electrode to workpiece for 1-2
seconds, and slowly lift electrode.
An arc will form when electrode is
lifted.
Normal open-circuit voltage is not
present before tungsten electrode
touches workpiece; only a low
sensing voltage is present between
electrode and workpiece. The
solid-state output contactor does
not energize until after electrode is
touching workpiece. This allows
electrode to touch workpiece with-
out overheating, sticking, or getting
contaminated.
1
1 − 2
Seconds
“Touch”
Do NOT Strike Like A Match!
2
Ref. S-156 279