



















OM-2254 Page 25
6-4. Lift-Arc Trigger Hold TIG
1 TIG Electrode
2 Workpiece
. Procedure requires:
Start sequence:
• Touch tungsten electrode to
workpiece at weld start point.
• Momentarily depress output
switch.
• Slowly lift electrode. An arc will
form when electrode is lifted.
• To stop welding, momentarily
depress output switch and out-
put will shut off.
Note: If output switch is momen-
tarily depressed and tungsten is
not touching workpiece:
Do not touch tungsten to work.
Output will shut off in 3 seconds.
Start sequence over.
1
1 − 2
Seconds
“Touch”
Do NOT Strike Like A Match!
2
Ref. S-156 279
control
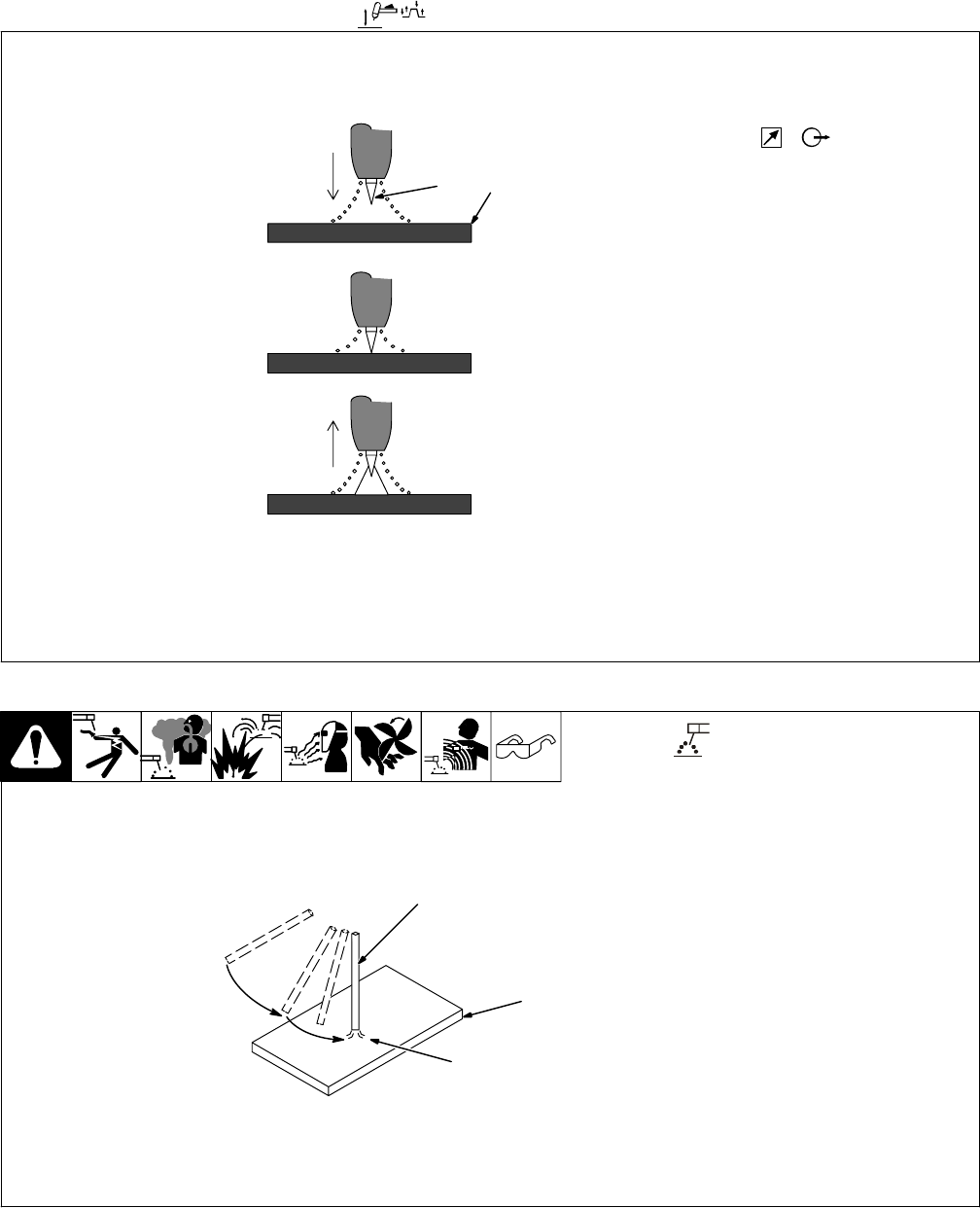
6-5. Stick Start Procedure
With Stick selected, start arc as fol-
lows:
1 Electrode
2 Workpiece
3 Arc
Drag electrode across workpiece
like striking a match; lift electrode
slightly after touching work. If arc
goes out electrode was lifted to high.
If electrode sticks to workpiece, use
a quick twist to free it.
Low OCV Stick
The unit can be optionally config-
ured for low open circuit voltage
(OCV) operation. When the unit is
configured for low OCV operation
only a low sensing voltage (approxi-
mately 15 VDC) is present between
the electrode and the workpiece
prior to the electrode touching the
workpiece. Consult a Factory
Authorized Service Agent for infor-
mation regarding how to configure
the unit for low OCV stick welding
operation.
1
2
3