









Checking conditions of the cutting edge
• Check wear conditions of and damage to the cutting edge.
• If there is serious damage such as fracture on the cutting edge, grind the edge until the damage is all
gone.
Grinding first relief face
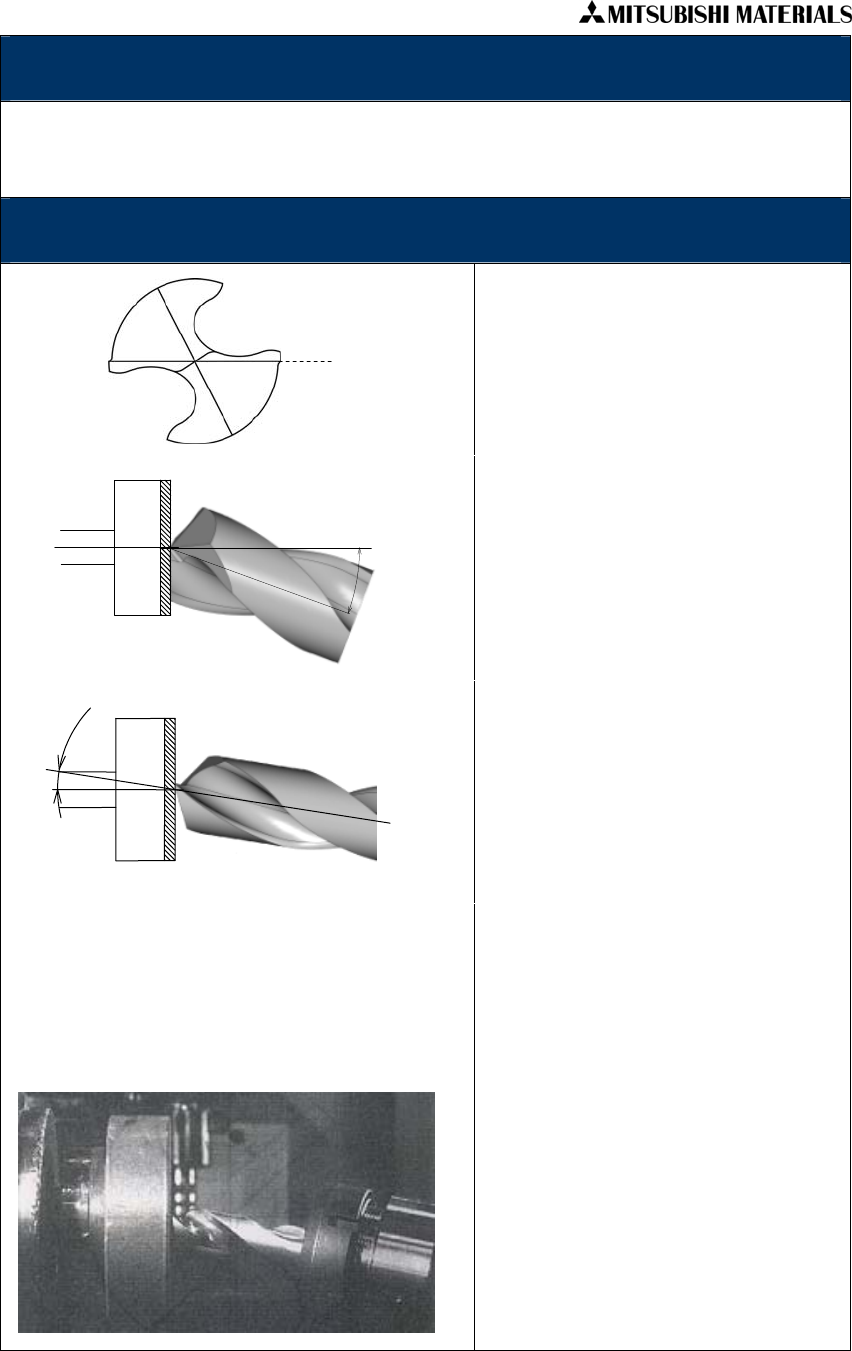
• Install the drill by using collet chuck. As
shown in fig.1, set the drill phase in order
that the corner of center cutting edge and
the shoulder of outer peripheral edge
become parallel to each other when seen
from the top.
• As shown in fig.2, rotate the drill (work
head) 20°so that the point angle will be
140°.
• As shown in fig.3, set inclination angle of
the drill (work head) at 9°~11°. This angle
will become first relief angle.
• Finishing first relief face on one side of
the cutting edge, index the drill 180°and
grind the other side until both sides are at
the same position.
*Depth of cut is 0.02 ~ 0.03mm/path.
• Finally decrease depth of cut to about
0.01mm, and finish both sides at the
position.
• For finishing, repeat oscillation 2 ~ 3
times as slow as possible. This also
serves for the purpose of spark-out.
• Grind until there is no wear or fracture left
on the cutting edge. (Please pay attention
to the damage at the margin, too.)
Fig.1
Horizontal
2
0
゚
Fig.2
9°~11°
図3
Copyright © 2009 MITSUBISHI MATERIALS CORPORATION. All rights reserved