









• Grind until lip height difference (axial
runout of front cutting edge) is 0.02mm or
less.
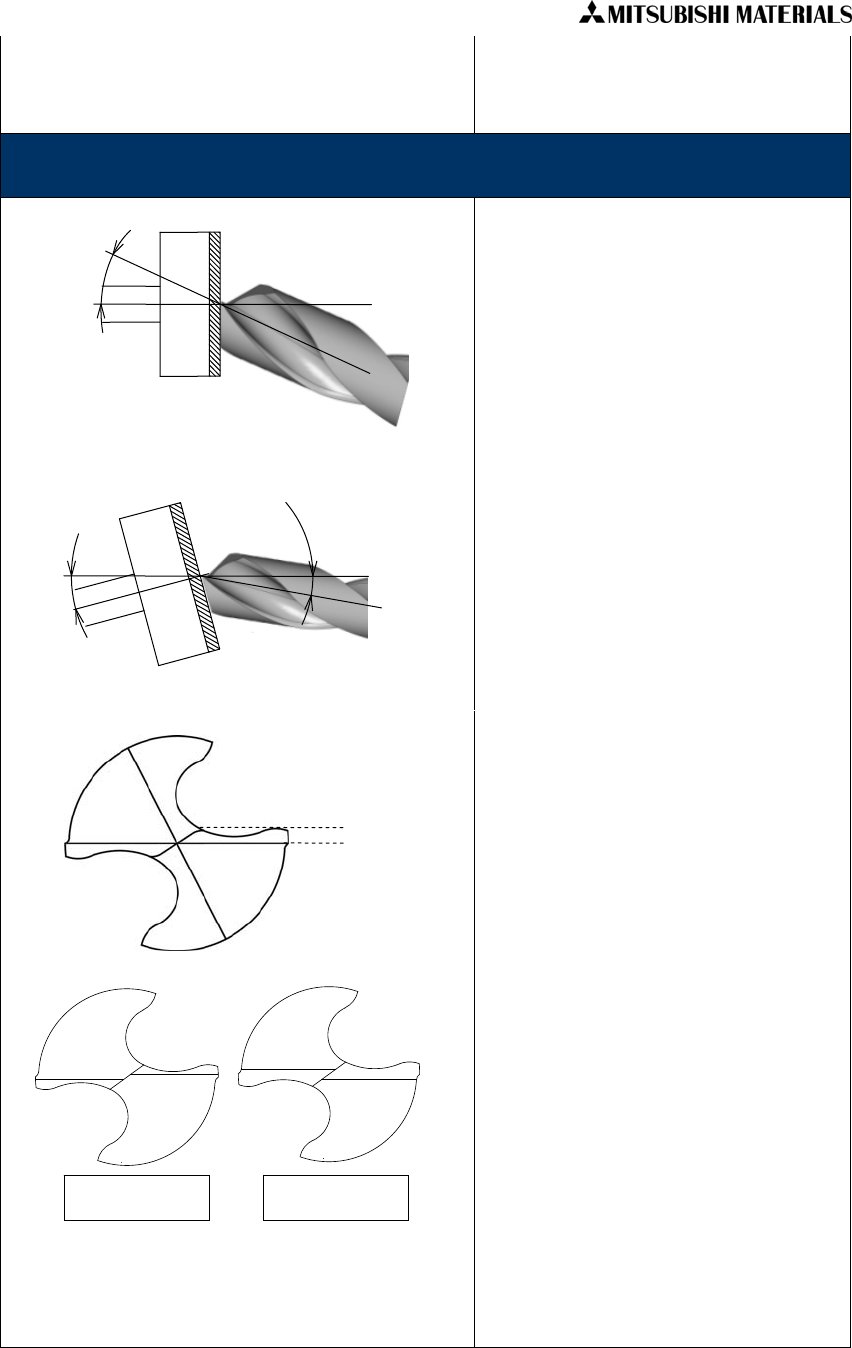
Grinding second relief face
• After grinding first relief face, grind
second relief face.
• As shown in fig.2 of the previous section,
keep rotation angle of the drill (work
head) at 20°.
• As shown in fig.4, set inclination angle of
the drill (work head) at 23°~ 27°.
If inclination angle of the drill (work head)
cannot be increased to 23°~27°, get the
wheel inclined 15°as shown in fig.5.
• Grind second relief face, and the
ridgeline of first and second relief face will
appear.
• As shown in fig.6, it is ideal that the
ridgeline is parallel to the line connecting
the corner of center cutting edge and the
shoulder of outer peripheral edge. Adjust
the drill phase while grinding.
• Grind until ridgelines on both sides
become one line. By this, the center point
at the top will be formed. As such, please
be careful not to grind too much or too
little.
23°~27°
Fig.4
Fig.5
8°~12° 15°
Paralle
Fig.6
Too much
grinding
More grinding
necessary
Copyright © 2009 MITSUBISHI MATERIALS CORPORATION. All rights reserved