









Copyright © 2009 MITSUBISHI MATERIALS CORPORATION. All rights reserved
This is the end of regrinding. Please ascertain that all the following specifications are fulfilled before using
WSTAR drill again.
• Lip height difference (axial runout of front cutting edge) < 0.02mm
• There is no damage left on the cutting edge.
• Appropriate honing is applied to the edge.
• There is no grinding burr.
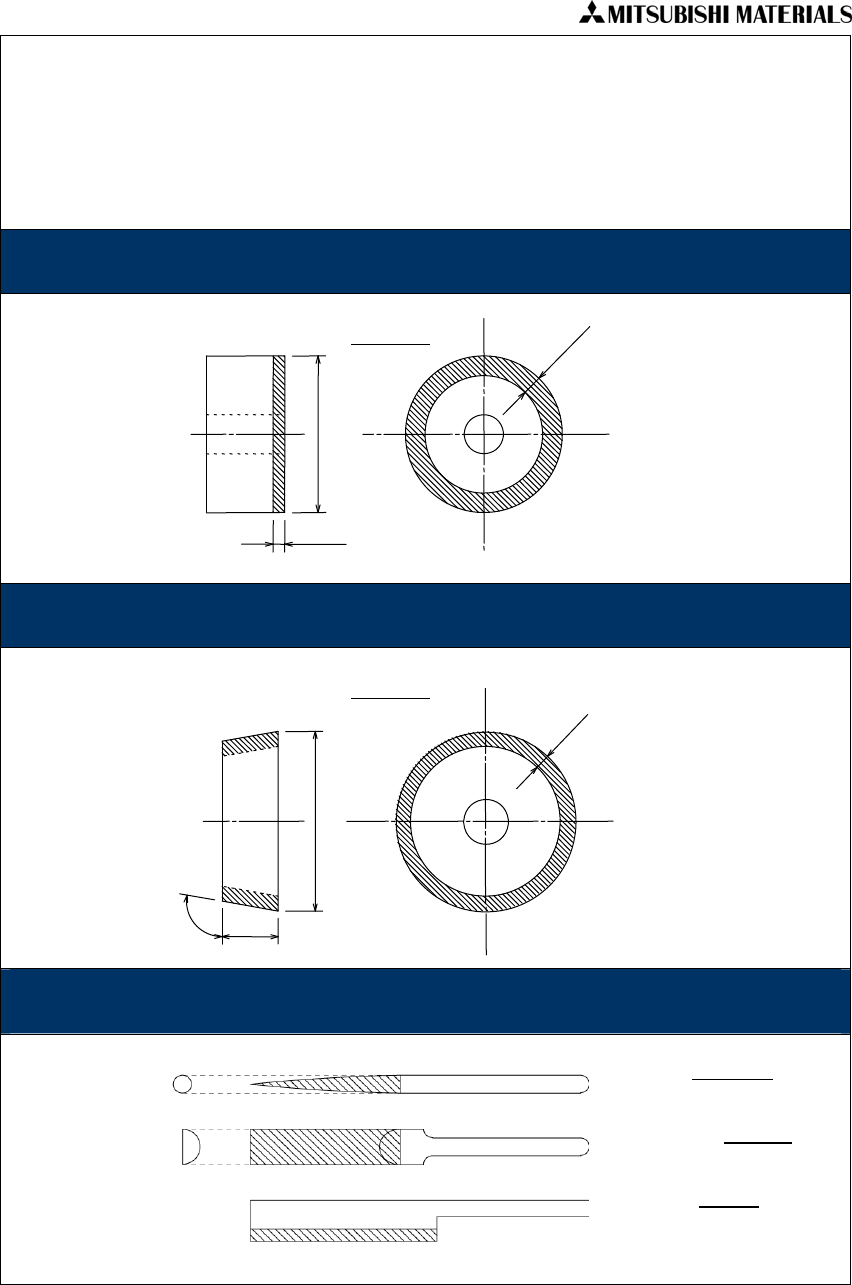
Grinding tools for first and second relief face
Grinding tools for thinning face
Grinding tools for honing
5~10
Diamond wheel
R-129936
Φ75~φ100
Grain size
Rough grind : #200
3~5
Finish grind : #400 over
Diamond wheel
R-146074
※ Diamond wheels and diamond files above are available at our divisions and sales offices. To order these products, please
contact one of our sales offices or divisions near from you. (Order numbers are underlined in the right column of the table.)
Φ100~φ150
10
100°
3~5
Grain size: #400 over
Round file: P-56006C
Diamond file
Grain size: #600
Harf round file: P-68852
Grain size: #400
Hand hone: 000064
Grain size: #1500