









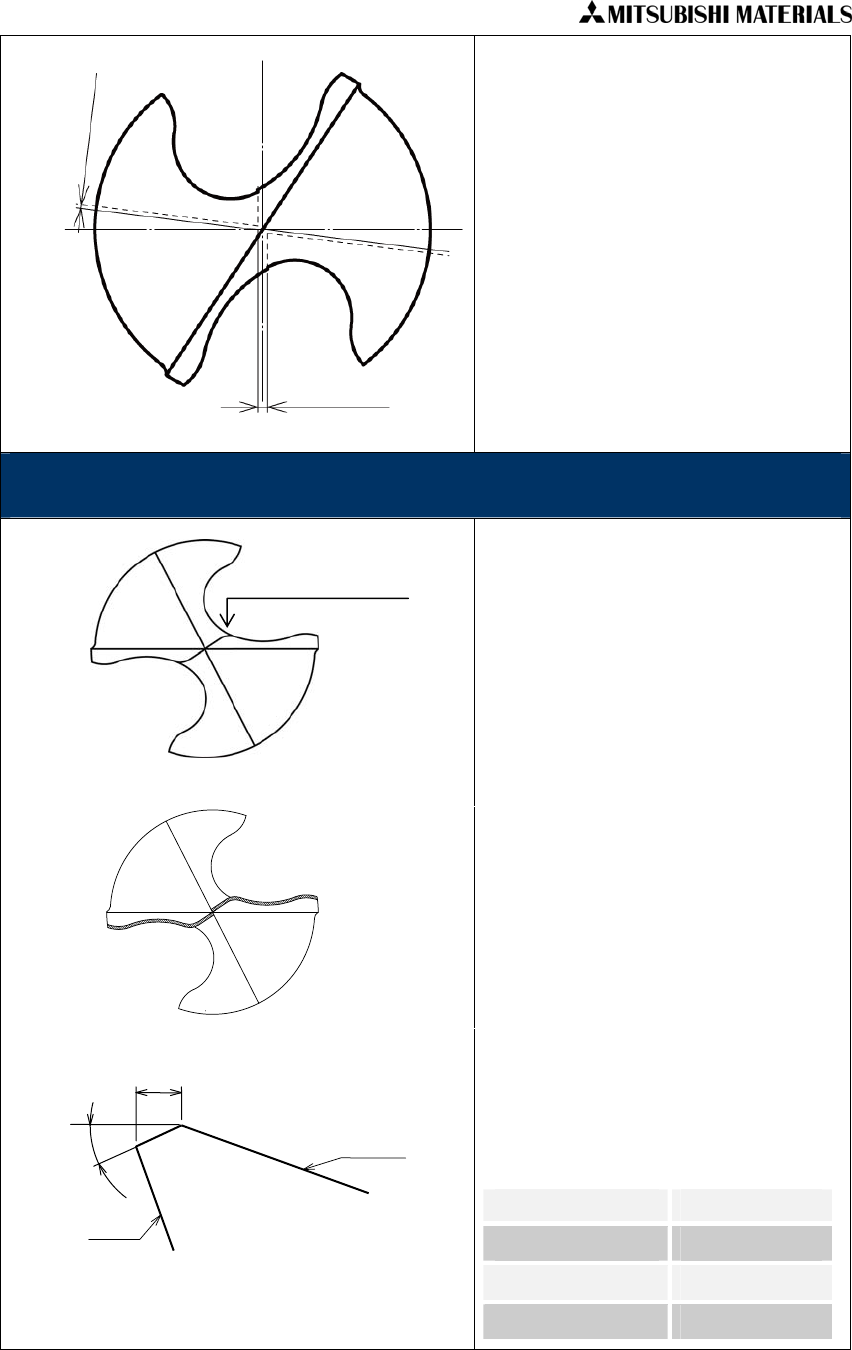
• Adjust the wheel position while grinding
so that the measurements of the thinning
(X part, Y part) will be the same as those
of fig.10. (Dotted lines show the final
positions.
• (Grinding tip) To make the task easy,
grind the two cutting edges alternately,
using a mirror to check the configuration
while grinding.
Honing
• After grinding thinning face, grind honed
edges. This is the last procedure for
regrinding.
• First, as shown in fig.11, grind the edge
at the cross section of the thinning edge
and major cutting edge with diamond file
until it becomes R-shaped.
• Appropriate R size is approximately (0.1
~ 0.15) x ØD.
• As shown in fig.12, thoroughly grind
honed edges on both sides evenly. First,
use a diamond file with grain size #400
for honing, and finish by using a hand lap
with grain size #1500.
• As shown in fig.13, honing angle is 25°.
• Change honing width inb accordance
with tool diameter (Please refer to table
1).
Tool diameter φD Honing width W
φ5 less
0.025~0.05
φ5 over φ10 less
0.05~0.1
φ10 over φ20 less
0.10~0.15
0.1~0.2
Y
part
X part
-0.03~0.03
R(0.1~0.15)×φD)
Fig.11
Fig.12
W
Center line of the drill
Rake face
Relief face
25°
Table.1
Unit (mm)
Fig.13
Copyright © 2009 MITSUBISHI MATERIALS CORPORATION. All rights reserved