
















1. E-6013 PARA TODO TIPO DE
USOS
• Este electrodo se puede usar para
soldar en cualquier posición, le
ofrece poca salpicadura o depósito
de residuos.
• Úsela para soldar aceros dulces y
trabajos generales de soldaduras.
2. E-7014 SOLDADURAS RAPIDAS
• Acabado parejo y deposición rápida.
• Ideal para soldar piezas disparejas y
trabajos de reparación
NOTA: No es recomendable que use los
electrodos E-6011 y E-7018 con estas
soldadoras. Le recomendamos que use
electrodos de 1,6 mm (1/16”) ó 0,08 mm
(5/64”) de diámetro. Visite el
distribuidor de productos Campbell
Hausfeld más cercano para adquirirlos.
Técnicas Básicas para Soldar
con Arcos
Hay cuatro aspectos que debe
considerar para lograr una soldadura
de alta calidad. Éstos son: el amperaje
usado, el ángulo para soldar, la
longitud del arco y la velocidad de
desplazamiento. Es imprescindible que
siga las recomendaciones al respecto
para lograr un acabado de alta calidad.
30 Sp
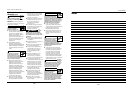
AMPERAJE
El amperaje adecuado se controla en la
soldadora. Esto se regula seleccionando
el valor adecuado alto o bajo. El
amperaje requerido depende del
tamaño (diámetro) del electrodo
utilizado para soldar y del grosor de las
piezas que vaya a soldar.
Una corriente excesiva quema a través
de metales ligeros y el reborde es chato
y poroso (vea la figura 9). El reborde
aparece alto e irregular si la corriente
es demasiado baja.
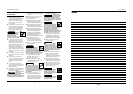
ANGULO PARA SOLDAR
Éste es el ángulo en el que mantiene el
electrodo para soldar. Si usa el ángulo
adecuado logrará la penetración y
acabado perfecto de la unión. Este ángulo
tiene dos aspectos - ángulo de
desplazamiento y ángulo de trabajo (Vea
la Figura 8).
El ángulo de desplazamiento es el
ángulo en la línea donde se está
soldando y puede variar entre 5º y 45º
de la línea vertical, según sean las
condiciones de trabajo.
El ángulo de trabajo es el ángulo desde
la línea horizontal, medido en ángulos
rectos en relación a la línea de soldar.
Para la mayoría de las aplicaciones se
puede usar ángulos de desplazamiento
y de trabajo de 45º. Para aplicaciones
especificas, debe consultar un libro de
referencias para soldadores.
NOTA: Para soldar con la mano
derecha hágalo de izquierda a derecha.
Los zurdos deben hacerlo de derecha a
izquierda. El electrodo siempre debe
estar dirigido como se indica en la
Figura.
Instrucciones para Soldar (Continuación)
Amp. Normal, Long. del Arco, Velocidad
Amperaje Muy Bajo
Amperaje Muy Alto
Long. del Arco muy corta
Long. del arco muy larga
Velocidad Muy Baja
Velocidad Muy Alta
Pieza
NOTA: Debe ser
aproximadamente el doble
del diám. del electrodo usado
para soldar
A
Figura 9 - Apariencia de la Soldadura
Figura 8 - Ángulo para Soldar
5
o
- 45
o
Ángulo de Desplazamiento
Ángulo de Trabajo
Soldadora con Arcos Revestidos
7
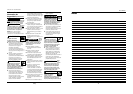
Welding Guidelines (Continued)
WELD PASSES
Sometimes more then one pass is
necessary to fill the joint. The root pass
is first, followed by filler passes and the
cover pass (See Figure 10). If the pieces
are thick, it may be necessary to bevel
the edges that are joined at a 60º
angle. Remember to remove the slag
between each pass.
Figure 10 - Weld Passes
Cover
Filler
Root
Figure 11 - Multiple Weld Passes
Model WS0970
www.chpower.com