



















19-Fr
WS4369 et WS4469
Instructions d’utilisation et manual de pièces
ÉLÉMENTS FONDAMENTAUX DU
SOUDAGE À L’ARC
Il y a cinq méthodes fondamentales qui
on un effet sur la qualité de la soudure
: sélection de l’électrode, réglage du
courant, angle de soudure, longueur
de l’arc, et vitesse. L’exécution correcte
de ces méthodes est nécessaire afin
d’atteindre une soudure de bonne
qualité.
TYPE ET TAILLE D’ÉLECTRODE
Le choix correct d’électrodes comprend
une variété de facteurs tels que la
position de soudage, le type de matériel
de l’objet de travail, l’épaisseur, et la
condition de la surface. L’American
Welding Society, (AWS), a regroupé
certaines exigences pour chaque type
d’électrode.
Les électrodes sont classifiées en cinq
groupes principaux : acier doux, acier à
haute teneur en carbone, acier spécial
allié, fonte et non-ferreux tel que
l’aluminium. La plupart du soudage à
l’arc est effectué avec les électrodes de
classification acier doux. La composition
de l’électrode doit correspondre avec le
matériel de l’objet de travail.
Les enduits de flux sont fabriqués pour
l’utilisation avec c.a. (courant alternatif),
c.c. (courant continu) polarité inversée,
ou c.c. polarité ordinaire. Quelques uns
fonctionnent aussi bien avec c.a. et c.c.
ÉLECTRODES COMMUNES
1. E-6011 Pénétration Creuse
• La puissance de l’arc et la
solidification rapide du métal
facilite le soudage aérien et vertical
avec cette baguette.
• Si vous n’avez pas le temps
d’enlever la rouille, écailles ou
peinture, la pénétration avec cette
baguette est rapide et facile.
• Acceptable pour le soudage de
courant alternatif ou continu (c.a.
ou c.c.) (polarité inversée).
2. E-6013 Tout Usage
• Baguette pour toutes positions,
dépôt lisse avec éclaboussure basse.
• Pour tout acier doux et travaux
généraux.
• Acceptable pour la soudure à
courant alternatif ou continu
(AC ou DC) (polarité ordinaire ou
inversée).
3. E-7014 Poudre en Fer
• Une baguette de “traînage” pour
tout usage et toutes positions.
• Idéal pour situations de mauvais
ajustage entre les pièces de métal.
• La poudre en fer dans l’enrobage
du flux se mélange avec la baguette
de remplissage afin de produire un
dépôt lisse avec peu d’éclaboussage.
• Idéal pour les travaux décoratifs.
• Acceptable pour le soudage à
courant alternatif ou continu (c.a
ou c.c.) (polarité inversée).
4. E-7018 Hydrogène Bas
• Une électrode à haute résistance,
pour toutes positions, conçue
pour la production d’hydrogène
faible avec propriété mécanique
excellente.
• Acceptable pour le soudage à
courant alternatif ou contenu (c.a.
ou c.c.) (polarité inversée).
COURANT
Le bon courant exige un ajustement
du soudeur au réglage d’ampérage
exigé. Le courant représente le flux
d’électricité actuel et peut être réglé
avec un bouton sur le soudeur. Le
courant utilisé dépend de la taille
(diamètre) et du type d’électrode
utilisée, position de la soudure, et
l’épaisseur de l’objet. Consulter les
spécifications indiquées sur l'emballage
Directives de Soudage (Suite)
AMORÇAGE D’UN ARC
Placer le bout nu de l’électrode dans le
porte-électrode. Tenir le porte-électrode
légèrement afin de réduire la fatigue de
la main et du bras.
REMARQUE: Toujours garder
lemâchoires du porte-électrode propres
pour assurer un bon contact électrique
avec l’électrode.
Prendre soin de ne
pas toucher l’objet
de travail ou l’établi de soudage avec
l’électrode. Ceci peut causer un flash
d’arc.
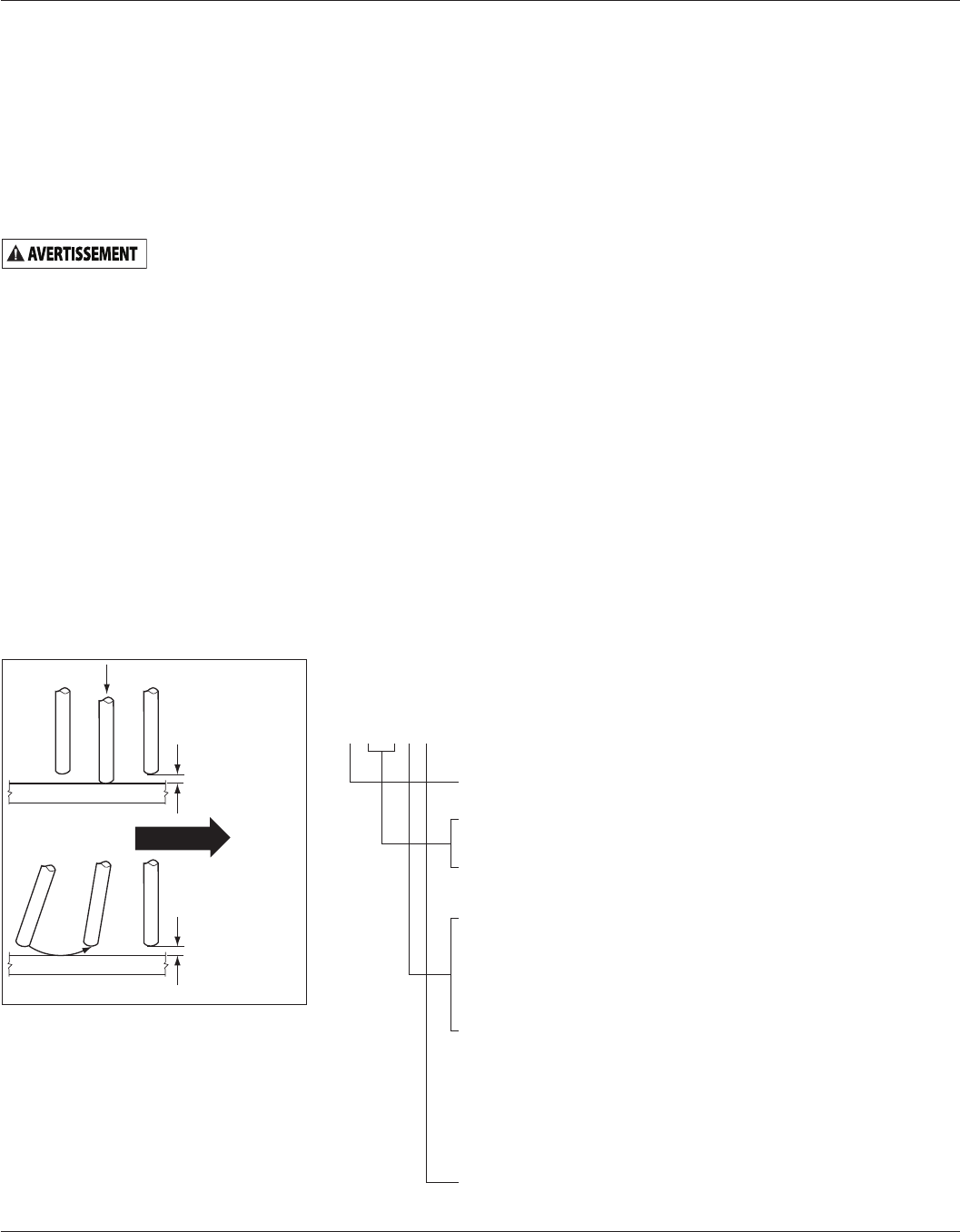
Les deux méthodes d’amorçage
d’un arc sont la méthode de coup
et la méthode d’égratignure. Dans
la méthode de coup, l’électrode est
dirigée et frappée sur la pièce. Avec
la méthode d’égratignure, l’électrode
est entraînée à un angle le long de la
surface comparable au frottage d’une
allumette. Peu importe la méthode,
après le contact avec la plaque, il est
nécessaire de soulever l’électrode
immédiatement à une distance égale
au diamètre de l’électrode, sinon
l’électrode sera collée à la surface.
Toujours diriger l’électrode dans la
soudure (Voir la Figure 6).
REMARQUE: Si l’électrode se colle
à l’objet de travail, la dégager en
tortillant rapidement ou en pliant et
levant à l’endroit du porte-électrode.
Si l’électrode ne se dégage pas, la
débrayer en la faisant tomber du porte-
électrode.
Figure 6
Même
Diamètre Que
L’Électrode
Même
Diamètre Que
L’Électrode
CLASSEMENT D’ÉLECTRODES AWS
E - 6 0 1 3
E = Électrode
60 = Acier doux
70 = Acier à haute
teneur
1 = Électrode peut
être utilisé
dans toutes
positions
2 = Électrode
seulement
pour
utilisation dans
une position
plate ou
horizontale
Type de flux