



















44-Sp
Manual de Instrucciones de Operación y Lista de Partes
WS4369 y WS4469
Instrucciones para Soldar
(Continuación)
ELECTRODOS DE USO COMUN
1. E-6011 Penetración profunda
• Este tipo de electrodo es ideal para
soldar en posiciones verticales y por
encima de usted ya que le ofrece un
arco fuerte y los metales se solifican
rápidamente.
• Cuando no tenga tiempo de limpiar
el óxido o la pintura este tipo de
electrodo penetra rápidamente con
facilidad.
• Se puede usar para soldar con
corrientes CA o CD (polaridad
reversa).
2. E-6013 Uso general
• Este electrodo se puede usar para
soldar en cualquier posición, le
ofrece poca salpicadura o depósito
de residuos.
• Para usarse con aceros dulces en
todo tipo de trabajos.
• Se puede usar para soldar con
corrientes CA o CD (polaridad
directa o reversa).
3. E-7014 Hierro Pulverizado
• Para todo tipo de trabajos y
posiciones.
• Ideal para situaciones cuando las
piezas metálicas no cuadran bien.
• El hierro pulverizado del fundente
se combina con el relleno para
formar una soldadura con poco
depósito o salpicadura.
• Ideal para trabajos de herrería
ornamental.
• Se puede usar para soldar con
corrientes CA o CD (polaridad
reversa).
4. E-7018 Bajo en Hidrogeno
• Este electrodo de alta resistencia
para soldar en cualquier posición
está diseñado para soldar con bajo
contenido de hidrogeno y muy
buenas propiedades mecánicas.
• Se puede usar para soldar con
corrientes CA o CD (polaridad
reversa).
CORRIENTE
Para fijar el nivel adecuado de corriente
ajuste el amperaje al nivel requerido.
La corriente representa la cantidad de
electricidad que en realidad circula y
ésta se regula con un interruptor en
la soldadora. la cantidad de corriente
usada depende del tamaño (diámetro) y
tipo del electrodo usado, la posición de
la soldadura y el grosor de la pieza de
trabajo.
Consulte las especificaciones que se
detallan en el paquete del electrodo
o en la tabla general de la sección
Funcionamiento. Si usa demasiada
corriente para soldar metales de poca
resistencia, éstos se quemarían, el
reborde sería plano y poroso o cortaría
la pieza de trabajo (Vea la Figura 8).
Si usa poca corriente el reborde luciría
demasiado pronunciado e irregular.
ANGULO DE SOLDAR
El ángulo de soldar es el ángulo en el
cual se sostiene el electrodo durante
el proceso de soldar. El uso del ángulo
correcto asegura una penetración
adecuada y una formación del reborde.
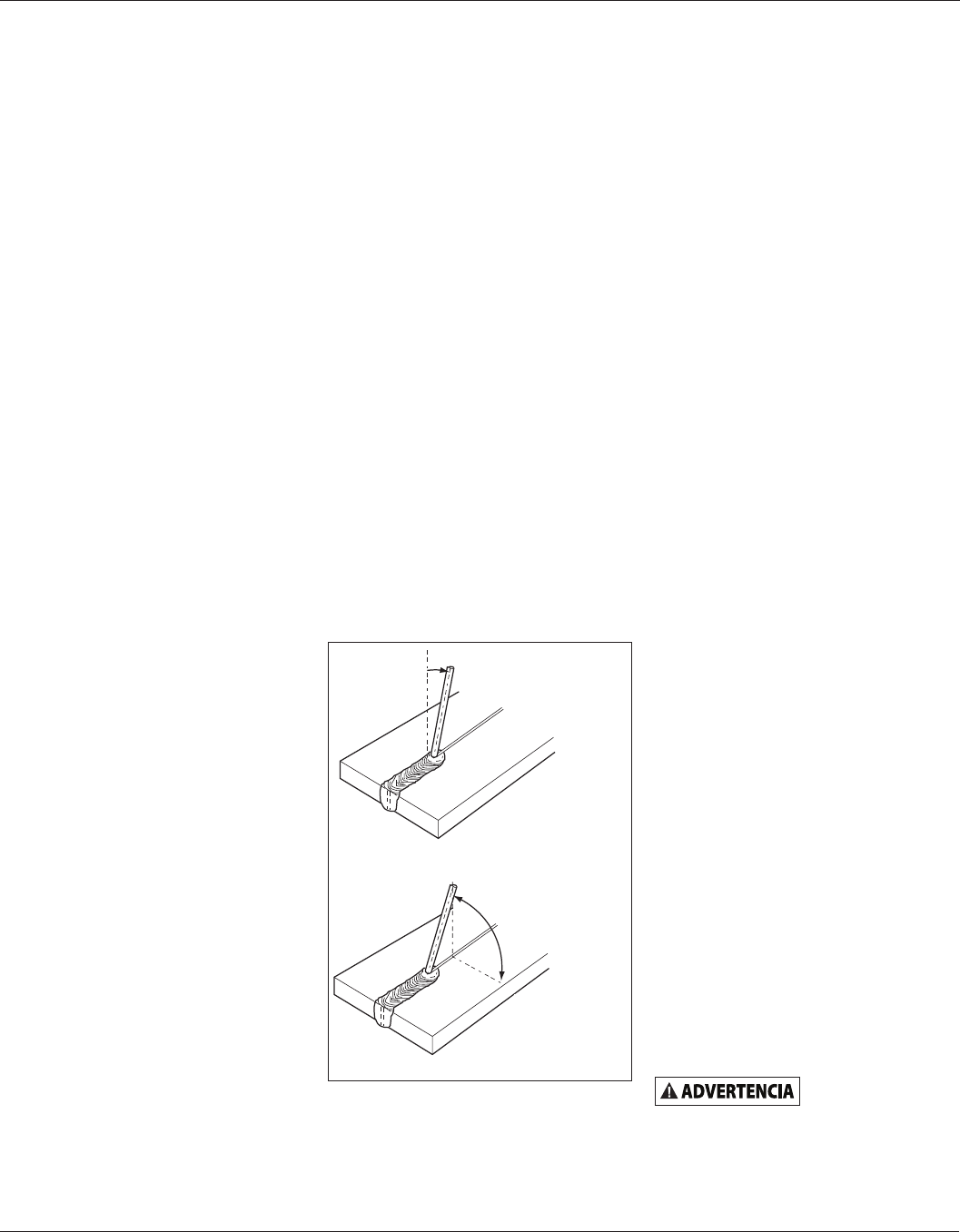
El ángulo del electrodo implica dos
posiciones: el ángulo de desplazamiento
y el ángulo de trabajo (Ver Figura 7).
El ángulo de desplazamiento es el
ángulo en la línea de soldar y puede
variar de 5º a 45º desde la vertical,
dependiendo de las condiciones de
soldado.
5º - 45º
Travel Angle
Work Angle
Figura 7 - Ángulo para Soldar
Ángulo de
Trabajo
Ángulo de
Desplazamiento
El ángulo de trabajo es el ángulo desde
la horizontal, medido en ángulos rectos
a la línea de la soldadura.
Para la mayoría de las aplicaciones, un
ángulo de desplazamiento de 45º y un
ángulo de trabajo de 45º es suficiente.
Por aplicaciones específicas, consulte el
manual de soldadura de arco.
NOTA: Las soldadoras para diestros
deben soldar de izquierda a derecha.
Las soldadoras para zurdos deben soldar
de derecha a izquierda.
El electrodo siempre debe apuntar hacia
el sedimento de la soldadura como se
muestra.
LONGITUD DEL ARCO
Esta es la distancia entre la pieza de
trabajo y el extremo del electrodo, la
distancia que el arco se debe desplazar.
Para generar el calor necesario para
soldar es esencial obtener la longitud
adecuada del arco (Vea la Figura 8).
Si el arco es demasiado largo se
produce un arco inestable, se reduce
la penetración, aumenta el salpiqueo,
y los rebordes son planos y anchos.
Si el arco es demasiado corto no se
produce suficiente calor para derretir
la pieza de trabajo, el electrodo tiene
la tendencia a pegarse, la penetración
no es la adecuada y rebordes son
disparejos e irregulares. La longitud
del arco no debe ser mayor al diámetro
de la vara. Al soldar debe escuchar un
sonido similar al que se produce al freir
tocineta.
VELOCIDAD DE DESPLAZAMIENTO
Es la velocidad con que se desplaza
el electrodo por el área a soldar. El
diámetro y tipo de electrodo, amperaje,
posición y el grosor de la pieza de
trabajo son algunos de los factores que
afectan la velocidad de desplazamiento
necesaria para lograr una soldadura de
primera (Vea la Figura 8). Si la velocidad
es demasiado rápida, el reborde es
angosto y las ondas puntiagudas como
se muestra en la figura. Si la velocidad
es muy lenta, el metal soldado se
acumula y el reborde es alto y ancho.
REMOCIÓN DE ESCORIA
Use anteojos
de seguridad
aprobados por la asociación
norteamericana ANSI (ANSI Standard
Z87.1) (o alguna organización similar
en sus respectivos paises) y ropa
de protección para sacar la escoria.
Los residuos calientes le podrían