



















8
www.chpower.com
Operating Instructions and Parts Manual
WS4369 and WS4469
Welding Guidelines
(Continued)
COMMONLY USED ELECTRODES
1. E-6011 Deep Penetrating
• The strong arc force and rapid
solidification of the metal makes
vertical and overhead welding
easier with this rod.
• Where time does not permit rust,
scale or paint removal, this rod
penetrates rapidly and easily.
• Acceptable for AC or DC welding
current (reverse polarity).
2. E-6013 General Purpose
• All position, smooth deposit rod
with low spatter.
• For all mild steel and general
purpose work.
• Acceptable for AC or DC welding
current (straight or reverse
polarity).
3. E-7014 Iron Powder
• A general purpose "drag" rod for
all positions.
• Ideal for situations where fit
between metal pieces is poor.
• The iron powder in the flux coating
combines with the filler rod to
make a smooth deposit with very
little spatter.
• Ideal for ornamental work.
• Acceptable for AC or DC welding
current (reverse polarity).
4. E-7018 Low Hydrogen
• An all position high strength
electrode designed to produce low
hydrogen content combined with
excellent mechanical properties.
• Acceptable for AC or DC welding
current (reverse polarity).
CURRENT
The correct current involves the
adjustment of the welding machine
to the required amperage setting.
Current represents the actual flow of
electricity and is regulated by a knob on
the welder. The current used depends
on the size (diameter) and type of
electrode used, position of the weld,
and the thickness of the work piece.
Consult specifications listed on the
electrode package or generalized chart
in the Operation section. Excessive
current burns through light metals,
and the weld bead is flat and porous or
the bead undercuts the work piece (See
Figure 8). The bead appears high and
irregular if the current is too low.
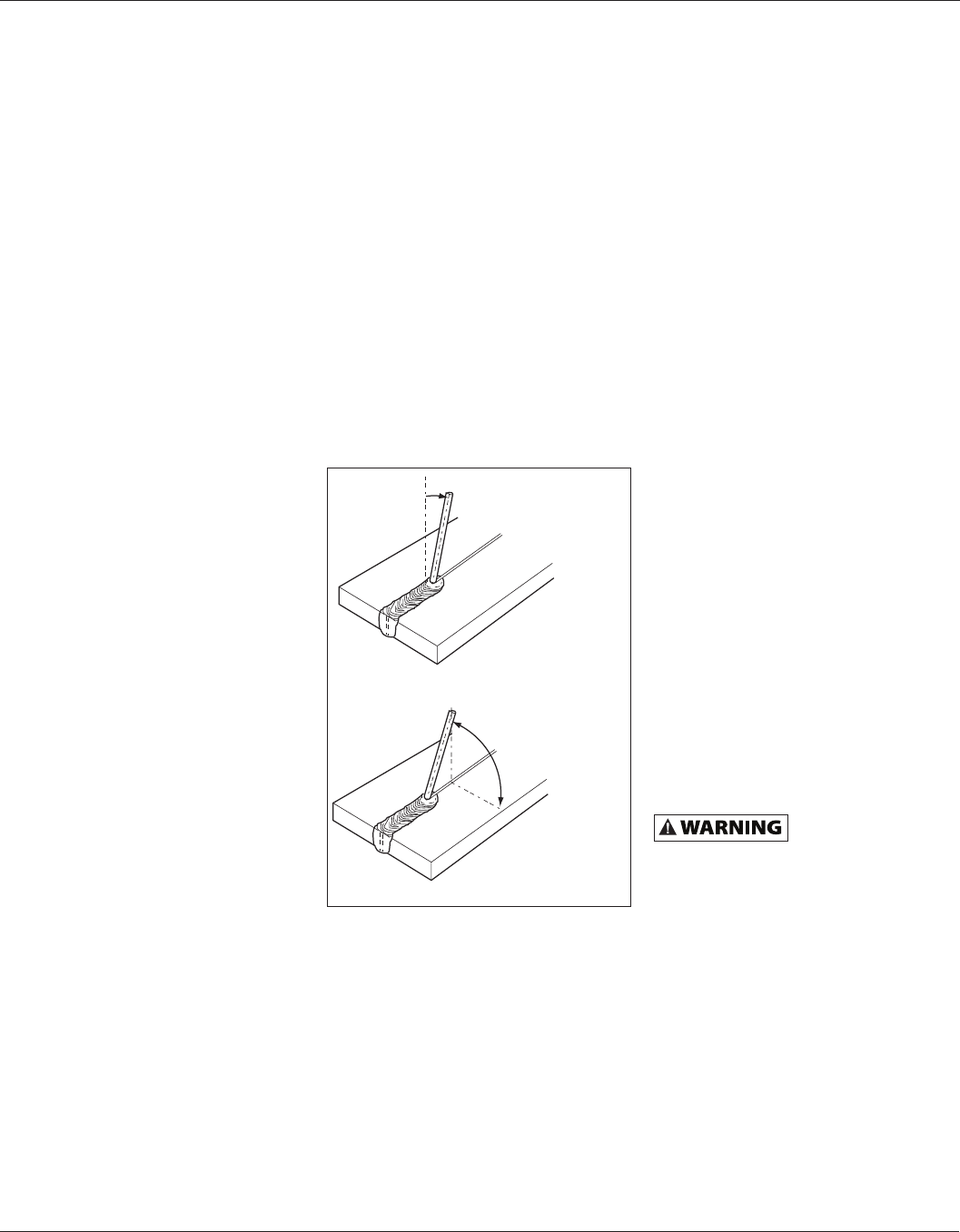
WELD ANGLE
Weld angle is the angle at which the
electrode is held during the welding
process. Using the correct angle
ensures proper penetration and bead
formation. As different welding
positions and weld joints become
necessary, electrode angle becomes
an increasingly important factor in
obtaining a satisfactory weld. Electrode
angle involves two positions - travel
angle and work angle (See Figure 7).
Travel angle is the angle in the line
of welding and may vary from 5º to
45º from the vertical, depending on
welding conditions.
Work angle is the angle from
horizontal, measured at right angles to
the line of welding.
For most applications, a 45º travel
angle and 45º work angle is sufficient.
For specific applications, consult an arc
welding handbook.
NOTE: Right handed welders should
weld from left to right. Left handed
welders should weld from right to left.
The electrode should always point into
the weld puddle as shown.
ARC LENGTH
Arc length is the distance from the
work piece to the tip of the electrode,
the distance which the arc must travel.
A proper arc length is essential to
generate the heat needed for welding
(See Figure 8). An arc that is too long
produces an unstable arc, reduces
penetration, increases spatter, and
causes flat and wide beads. Too short
an arc does not create enough heat to
melt the work piece, the electrode has
a tendency to stick, penetration will be
poor, and uneven beads with irregular
ripples result. A proper arc should be
no longer then the diameter of the rod.
The sound of a proper arc is a steady,
crisp sizzle, similar to bacon frying.
TRAVEL SPEED
The travel speed is the rate at which
the electrode is moved across the weld
area. Factors such as diameter and
type of electrode, amperage, position,
and work piece material thickness all
effect the speed of travel necessary for
completing a good weld (See Figure 8).
When the speed is too fast, the bead is
narrow and bead ripples are pointed
as shown. When the speed is to slow,
the weld metal piles up and the bead is
high and wide.
SLAG REMOVAL
Wear ANSI approved
safety glasses (ANSI
Standard Z87.1) and protective clothing
when removing slag. Hot, flying debris
can cause personal injury to anyone in
the area.
After completing the weld, wait for the
welded sections to cool. A protective
coating called slag now covers the weld
bead which prevents contaminants in
the air from reacting with the molten
metal. Once the weld cools to the point
that it is no longer glowing red, the slag
can be removed. Removal is done with
a chipping hammer. Lightly tap the slag
with the hammer and break it loose
from the weld bead. The final clean-up
is done with a wire brush. When making
multiple weld passes, remove the slag
before each pass.
5º - 45º
Travel Angle
Work Angle
Figure 7 - Weld Angle
Work Angle
Travel Angle