

















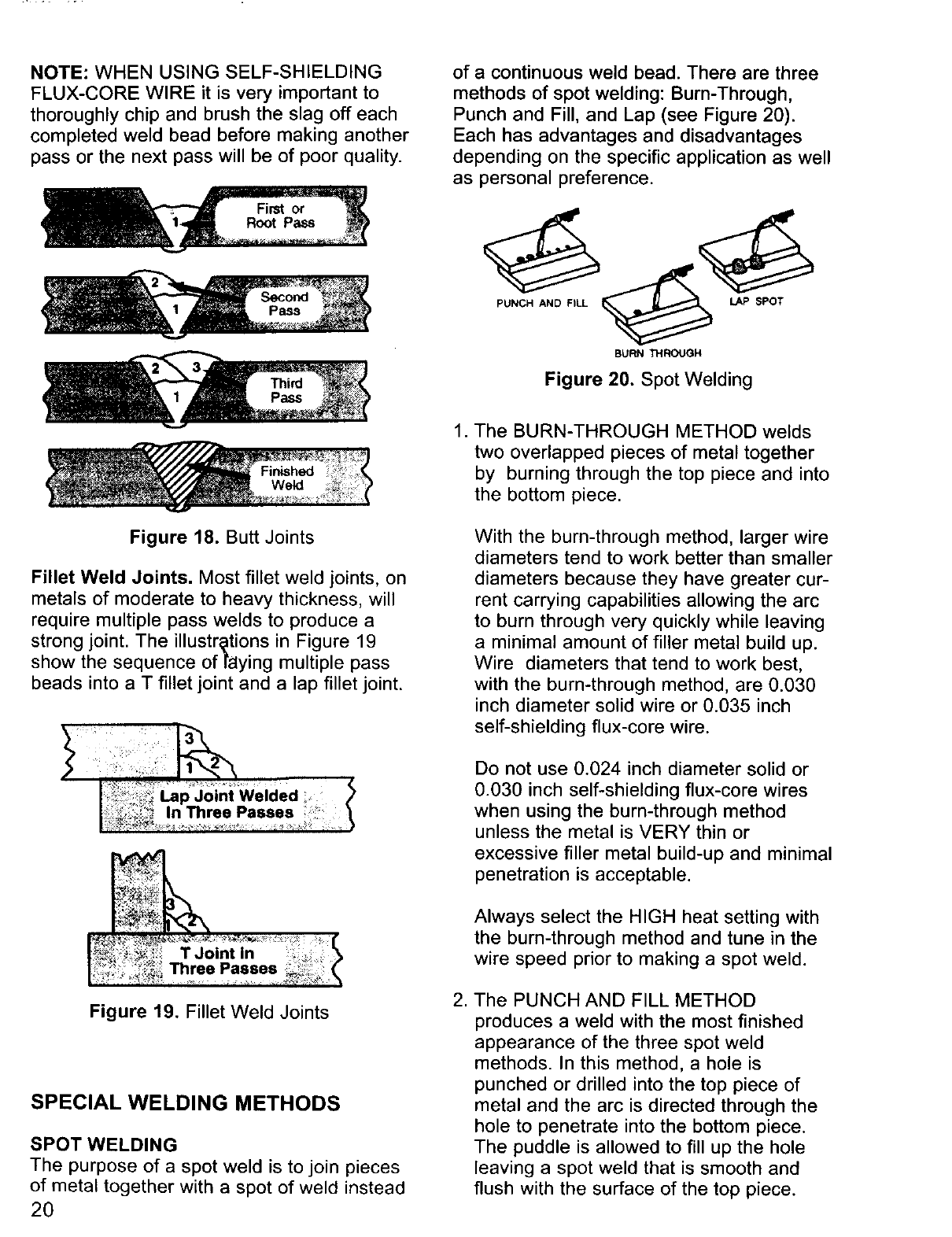
NOTE: WHEN USING SELF-SHIELDING
FLUX-CORE WIRE it is very important to
thoroughly chip and brush the slag off each
completed weld bead before making another
pass or the next pass will be of poor quality.
Figure 18. Butt Joints
of a continuous weld bead. There are three
methods of spot welding: Burn-Through,
Punch and Fill, and Lap (see Figure 20).
Each has advantages and disadvantages
depending on the specific application as well
as personal preference.
PUNCH AND FILL _ LAP SPOT
BURN THROUGH
Figure 20. Spot Welding
Fillet Weld Joints. Most fillet weld joints, on
metals of moderate to heavy thickness, will
require multiple pass welds to produce a
strong joint. The illustrations in Figure 19
show the sequence of laying multiple pass
beads into a T fillet joint and a lap fillet joint.
i
Lap Joint Welded
I _ In Three Passes
_ __ TJont n
li_,_ _ Three Passes (
Figure 19. Fillet Weld Joints
.
SPECIAL WELDING METHODS
SPOT WELDING
The purpose of a spot weld is to join pieces
of metal together with a spot of weld instead
20
,
The BURN-THROUGH METHOD welds
two overlapped pieces of metal together
by burning through the top piece and into
the bottom piece.
With the burn-through method, larger wire
diameters tend to work better than smaller
diameters because they have greater cur-
rent carrying capabilities allowing the arc
to burn through very quickly while leaving
a minimal amount of filler metal build up.
Wire diameters that tend to work best,
with the burn-through method, are 0.030
inch diameter solid wire or 0.035 inch
self-shielding flux-core wire.
Do not use 0.024 inch diameter solid or
0.030 inch self-shielding fiux-core wires
when using the burn-through method
unless the metal is VERY thin or
excessive filler metal build-up and minimal
penetration is acceptable.
Always select the HIGH heat setting with
the burn-through method and tune in the
wire speed prior to making a spot weld.
The PUNCH AND FILL METHOD
produces a weld with the most finished
appearance of the three spot weld
methods. In this method, a hole is
punched or drilled into the top piece of
metal and the arc is directed through the
hole to penetrate into the bottom piece.
The puddle is allowed to fill up the hole
leaving a spot weld that is smooth and
flush with the surface of the top piece.