



















32
MM
TOURNAGE EN MARCHE ARRIÈRE
(uniquement modèle46-460)
UNIQUEMENT POUR LE TOUR,
MODÈLE 46-460 MIDI-LATHE, DE DELTA :
Pour
réduire le risque de blessures,
s’assurer d’utiliser
uniquement des accessoires munis d’une vis de
calage verrouillable pour mettre le tour en marche
arrière. De plus, veuillez attendre l’arrêt complet de
la pièce avant de modier le sens de rotation.
Prendre soin de ne pas bloquer la pièce
à usiner en marche inverse. En cas de blocage, arrêter
le tour et vérier si le mandrin ou la plaque de montage
sont bien en place et si les deuxvis de pression sont
serrées avant de continuer.
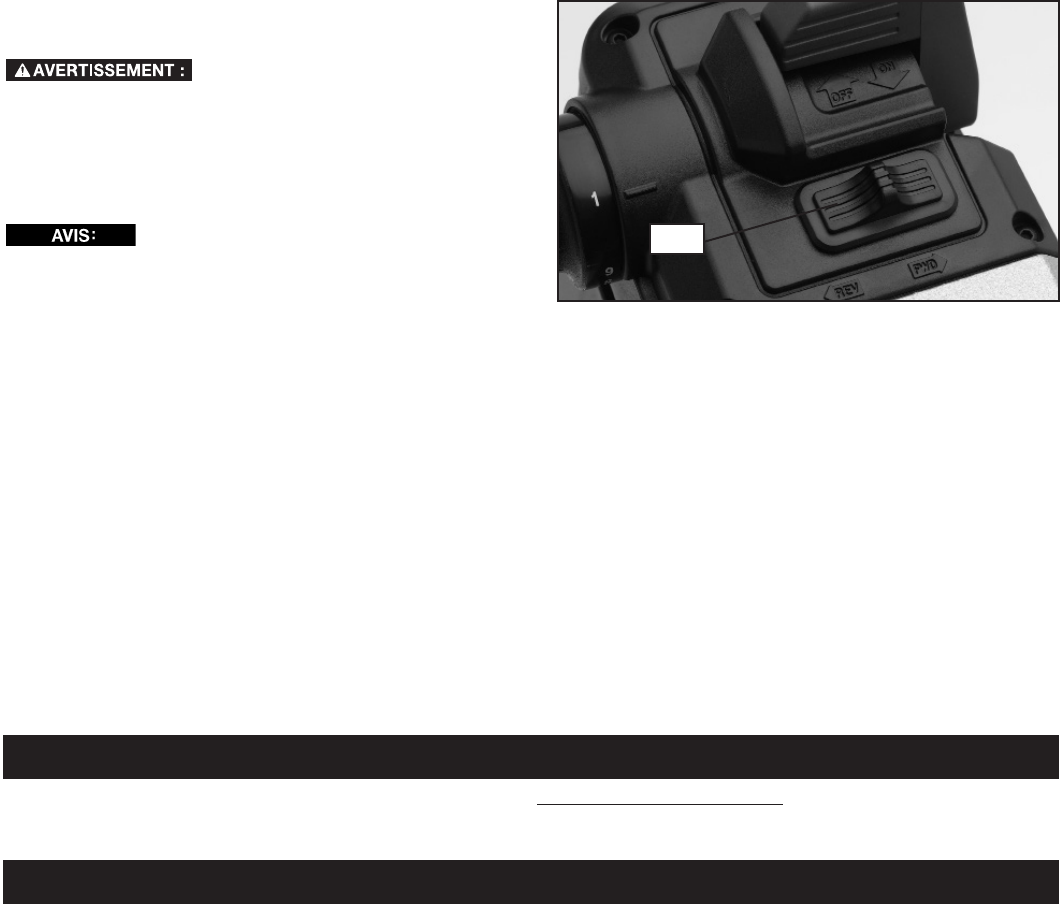
Fig. 28
Le tour est livré, prêt à fonctionner en marche avant (rotation vers le bas, en direction de l’opérateur) pour le tournage
normal. Toutefois, certaines applications exigent la marche arrière (rotation vers le haut, en direction opposée à
l’opérateur). Le modèle46-460 est muni de la fonction de marche arrière. Pour ce faire, procéder comme suit:
1. S’assurer que le commutateur d’alimentation du tour est en position d’arrêt et que l’arbre est immobile.
2. Glisser le commutateur(MM), g. 28, vers la position «FWD» (marche avant) ou «REV» (marche arrière) selon la
rotation souhaitée.
REMARQUE: le commutateur de marche avant/arrière (indiqué par «FWD/REV») utilise un mécanisme de
verrouillage pour empêcher un changement de direction inopiné alors que le commutateur MARCHE/ARRÊT «ON/
OFF» est relevé à la position de MARCHE « ON ».
3. Lors de l’utilisation d’une plaque de montage, d’un mandrin ou d’un accessoire qui se visse sur l’extrémité de
l’arbre, s’assurer que la vis de calage est solidement serrée avant de passer à la marche arrière.
DEPANNAGE
Pour l'assistance avec votre outil, visiter notre site web à www.DeltaMachinery.com pour une liste de centres de
maintenance ou appeler la ligne d'aide de DELTA
®
Power Equipment Corporation à 1-800-223-7278.
Un démarrage accidentel peut provoquer des blessures.
Dégager régulièrement toutes les conduites d’air avec de l’air comprimé sec. Toutes les pièces en plastique doivent être net-
toyées à l’aide d’un chiffon doux humide. NE JAMAIS utiliser de solvants pour nettoyer les pièces en plastique. Les solvants
peuvent dissoudre ou endommager le matériel.
Si la machine ne démarre pas, s’assurer que les lames de la che du cordon d’alimentation sont bien enfoncées dans la prise
de courant. Vérier également que les fusibles ne sont pas grillés ou que le disjoncteur ne s’est pas déclenché.
Appliquer chaque semaine une cire à parquets d’usage domestique sur la table de la machine, sur la rallonge de table ou toute
autre surface de travail. Ou utiliser un produit protecteur commercial conçu à cet effet. Suivre les directives du fabricant pour
l’utilisation et la sécurité.
Pour enlever la rouille des tables en fonte, le matériel suivant est nécessaire: un tampon débourbeur de taille moyenne,
du lubriant en aérosol et un contenant de produit dégraissant. Appliquer le lubriant en aérosol et polir la surface de la
table avec le tampon débourbeur. Dégraisser la table, puis appliquer le produit protecteur selon les indications ci-dessus.