



















42
PLACA FRONTAL
Para reducir el riesgo de lesiones,
apriete bien todos los tornillos y las palancas
cuando ajuste cualquier parte del torno.
Para reducir el riesgo de lesiones,
cuando utilice la placa frontal incluida de76mm
(3 pulg.) (B) Fig. 2, no monte piezas de más
de152mm (6 pulg.) de diámetro y hasta152mm (6
pulg.) de largo. Para montar piezas más grandes,
asegúrese de usar una placa frontal de tamaño
adecuado.
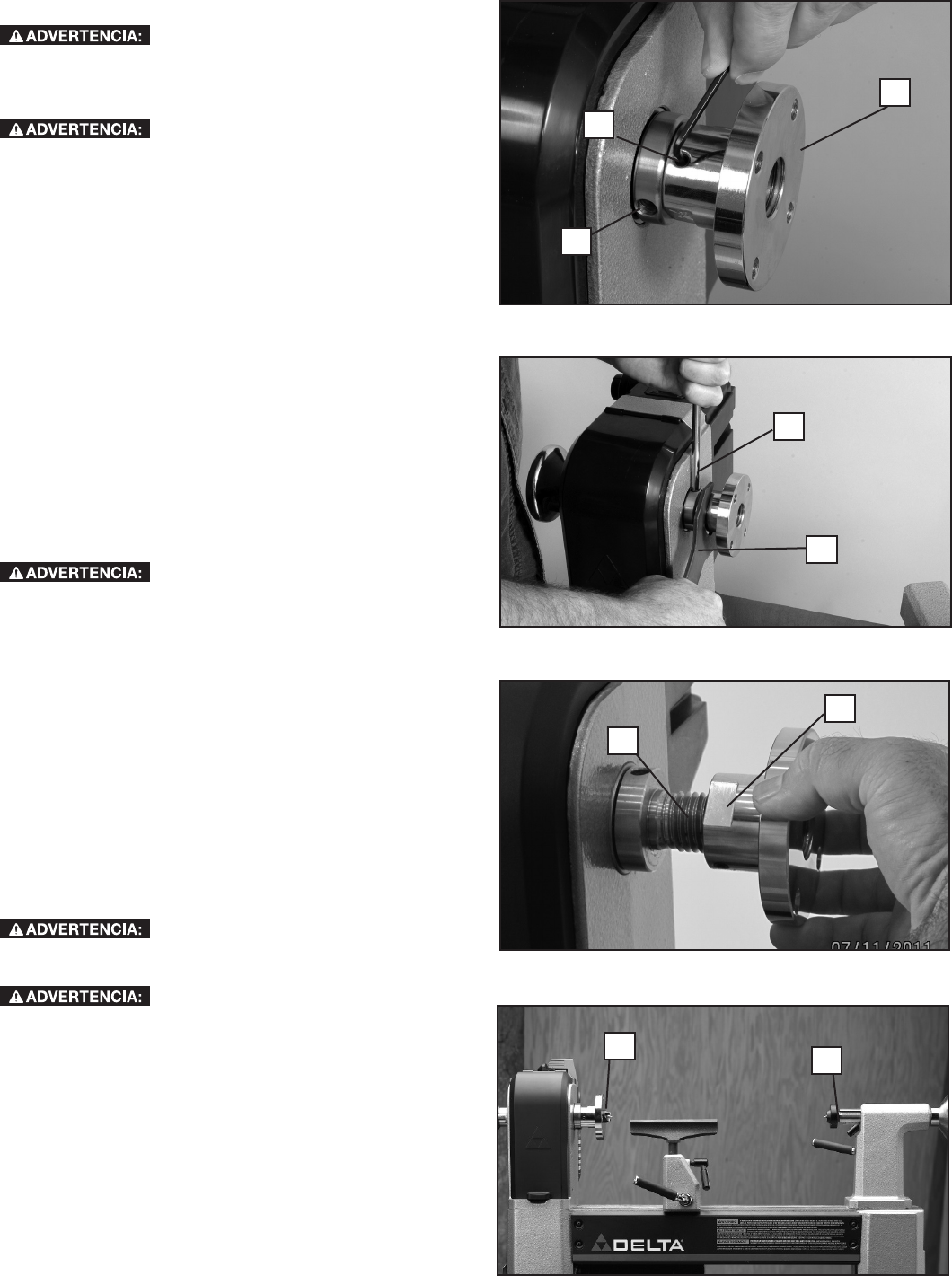
EXTRACCIÓN DE LA PLACA FRONTAL
Para quitar la placa frontal, utilice la llave hexagonal
incluida de3mm y desenrosque el tornillo de sujeción
(L) al menos dos vueltas completas. Coloque la barra de
extracción (H) Fig.3 en el oricio (M) Fig.2, coloque la
llave de la placa frontal (I) Fig.3 en las partes planas del
reborde de la placa frontal (tal como se muestra en la
Fig.3) y gire la llave para aojar la placa frontal. Una vez
que haya aojado la placa frontal (B) Fig.2, se la podrá
desenroscar.
REEMPLAZO DE LA PLACA FRONTAL
PARA EL TORNO MIDI DELTA
®
MODELO46-460ÚNICAMENTE:
Para reducir el riesgo
de lesiones,
si se tornea en reversa, asegúrese de
ajustar bien el tornillo de sujeción (L) Fig.2 cuando
vuelva a colocar la placa frontal.
Para colocar nuevamente la placa frontal (B) Fig. 4,
atorníllela en la punta del eje (K) y ajústela bien con la
barra de extracción y la llave, como se muestra en la
gura 3. Coloque nuevamente el tornillo de sujeción (L)
Fig. 2, si lo retiró. Ajuste bien el tornillo de sujeción.
Consulte las instrucciones para colocar una pieza de
trabajo en la placa frontal en la sección Montaje De La
Pieza De Trabajo de USO DE LA MÁQUINA.
CENTRO GIRATORIO Y CENTRO DE
DIENTES RECTOS
Para reducir el riesgo de lesiones,
apriete bien todos los tornillos y las palancas
cuando ajuste cualquier parte del torno.
Para reducir el riesgo de lesiones,
asegúrese de que el cono en el centro de dientes
rectos (G) esté limpio antes de montarlo en el eje del
cabezal.
El centro de dientes rectos (G) Fig.5 y el centro giratorio
(F) pueden usarse a la vez (tal como se muestra en la
Fig.5) para tornear piezas de trabajo de hasta 419mm
(16-1/2 pulg.) de largo.
Fig. 2
B
Fig. 3
Fig. 4
H
B
L
M
I
K
Fig. 5
G
F