



















G0492 12" X 36" Combo Lathe/Mill
-19-
5. Turn each jaw until it just makes contact with
the workpiece.
6. In an opposing pattern, tighten each jaw in
small increments. After you have adjusted
the first jaw, continue tightening the opposing
jaw. Check the dead center alignment fre
-
quently to make sure you have not wandered
off your index point due to applying too much
pressure to a single jaw.
7. After the workpiece is held in place, back the
tailstock away and rotate the chuck by hand.
The center point will move if the workpiece is
out of center.
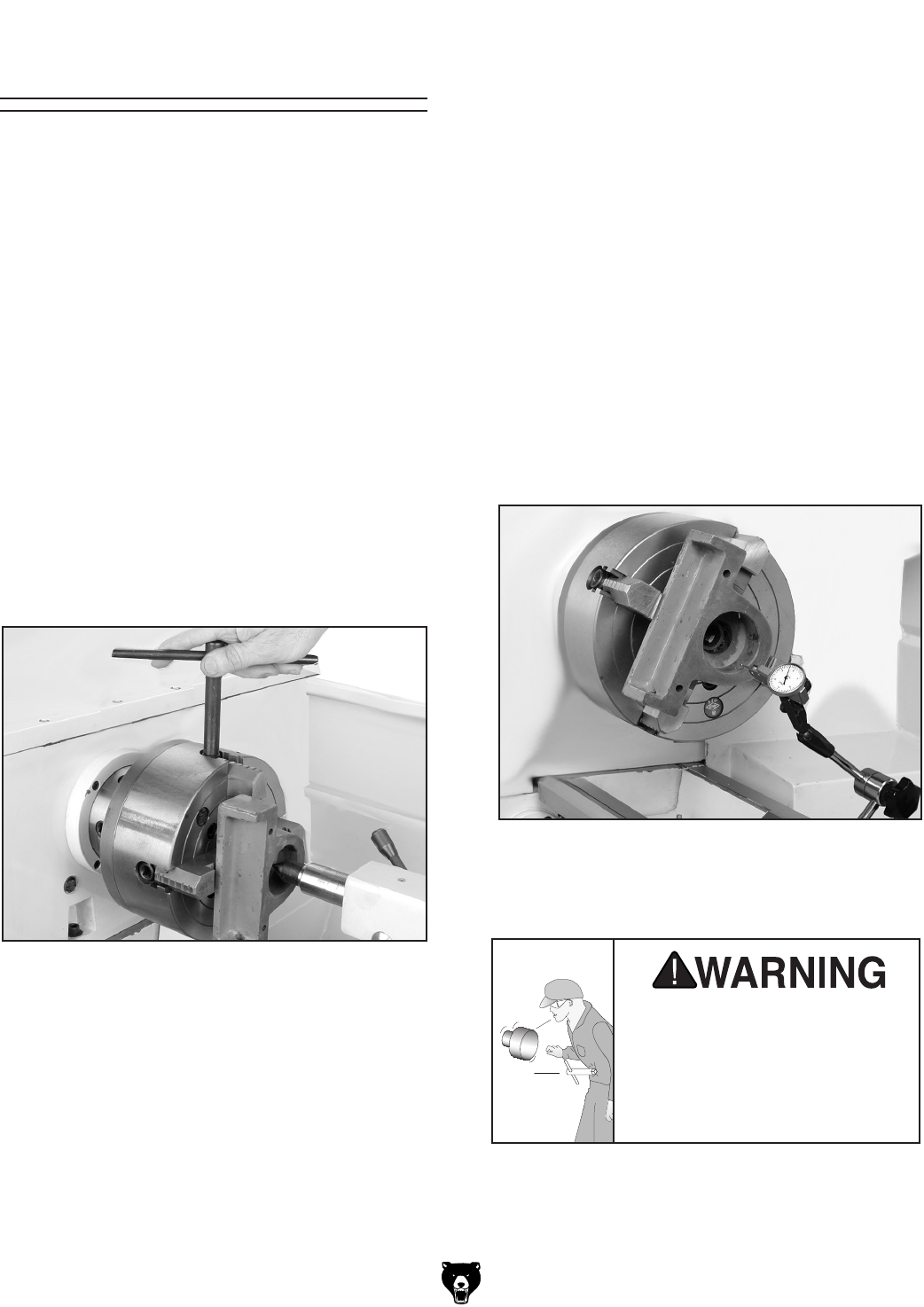
8. Make fine adjustments by slightly loosening
one jaw and tightening the opposing jaw until
the workpiece is precisely aligned. Use a dial
indicator for fine tuning adjustments in align
-
ment (see Figure
15).
9. Use a lower RPM when machining heavy
eccentric workpieces.
Figure 14. Clamping workpiece.
Figure 15. Centering workpiece.
To install the four-jaw chuck:
Refer to the Mounting the Chuck and Faceplate
procedures on Page 17 to mount the four-jaw
chuck.
To load a workpiece in the four-jaw chuck:
1. DISCONNECT POWER TO THE LATHE/
MILL!
2. Using the chuck key, open each jaw so the
workpiece will lay flat against the chuck
face.
3. Support the workpiece.
4. Lock the tailstock and then turn the tailstock
quill so the dead center makes contact or is
close to the center point of your workpiece
(see Figure 14).
Securely clamp your workpiece
and remove the chuck key!
Thrown objects from a lathe/
mill can cause serious injury
or death to the operator and to
bystanders many feet away.
Using the Four-Jaw
Chuck