

















G9744Z Metal Cutting Bandsaw
-37-
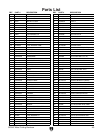
Eccentric
Bushing
Carbide Blade
Guide
Figure 44. More blade guide adjustments.
Set Screw
Guide Bearings
2. Turn the square nut on the eccentric shaft
to adjust the distance of the guide bearing.
The
guide bearings and blade should make
light contact or have a maximum clearance
of 0.002".
3. Adjust the carbide blade guides so they make
the
same contact with the blade as the bear-
ings.
4. Adjust the eccentric blade guide roller bear-
ing
on the front arm the same way.
3. Check
for gaps along several points of the
blade length between the two blade guides.
Set the machinist square between the blade
teeth for a more accurate reading.
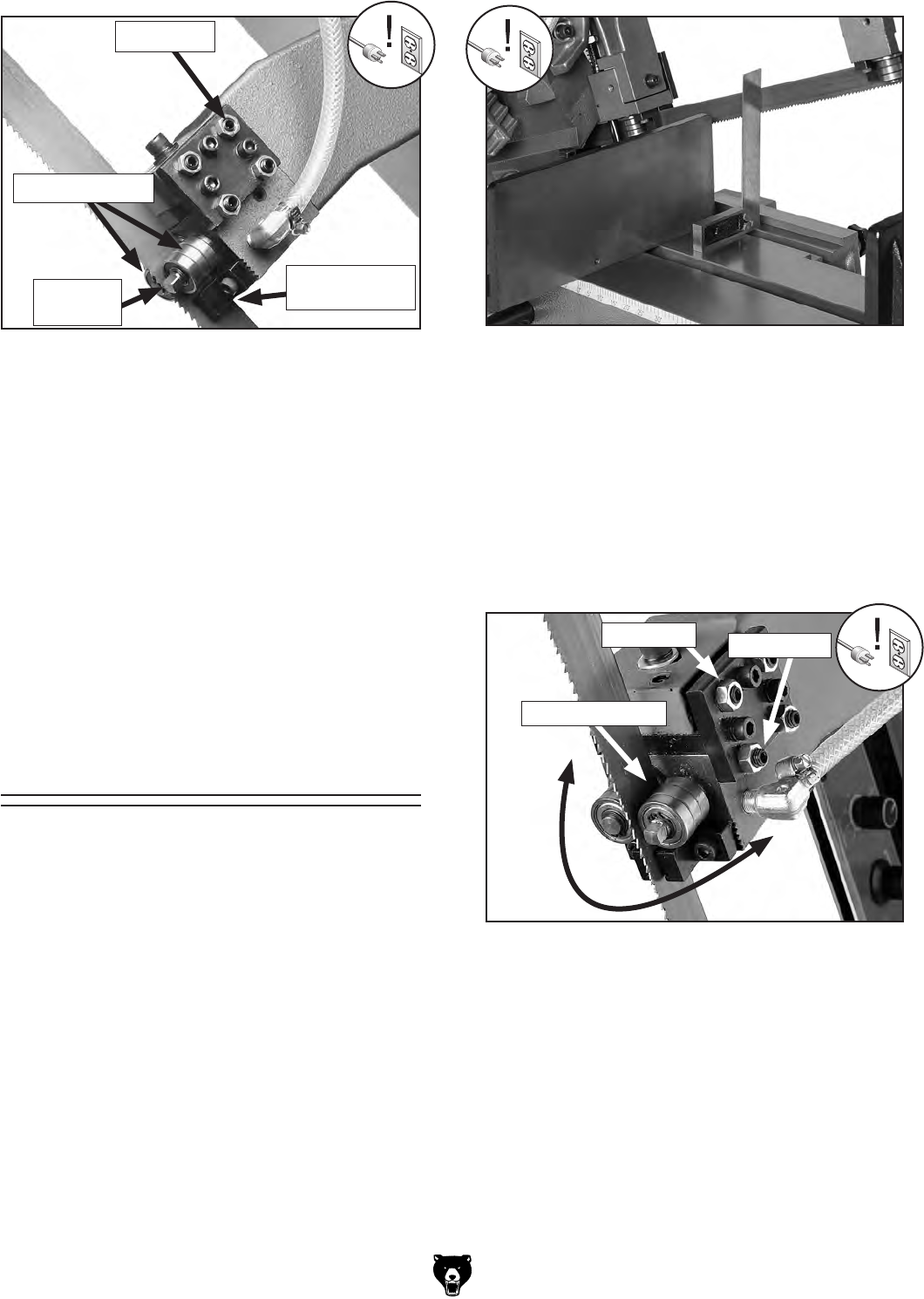
4. Adjust the blade by loosening the lock nuts
and
turning the set screws. This will cause
the bearing bracket to pivot (see Figure
46).
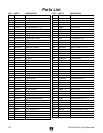
Figure 45. Square blade to table.
Figure 46. Bearing block pivot.
Lock Nut
Set Screw
Bearing Bracket
Squaring Blade to
Table
This adjustment has been made at the factory
and should not need to be adjusted under normal
circumstances. However, if you find the saw is not
cutting square, you may need to adjust the blade.
Only make this adjustment after factors such as
excessive feed rate or the blade guide being set
too far away from the workpiece have been ruled
out.
To square the blade the to the table:
1. UNPLUG THE BANDSAW!
2. Examine your workpiece for clues as to which
way
the blade is twisted, or Set up a machin-
ist
square on the table and blade as shown in
Figure 45.
5. Adjust the set screws in pairs. Tightening the
upper
pair will pivot the bearing block toward
the table. Tightening the lower pair will pivot
the bearing bracket away from the table.
6. Cut a small section from a scrap piece of
material
with a known square end and mea-
sure
for uniform thickness. If the thickness
is not uniform, repeat Steps 1-5 until your
personal requirements are met.