













Making Fillet Welds with Power Wave AC/DC 1000™ System
The future of welding is here.
®
APPLICATION
2/10
Welding Guide
WAVEFORM CONTROL TECHNOLOGY
TM
To fully understand the potential for possible
productivity gains using the Power Wave AC/DC
1000™ system, understanding the major AC
components and what they contribute is helpful.
The major components consist of:
1. Square wave (vs. a conventional sine wave)
2. Square wave balance
3. Square wave offset
4. Square wave frequency
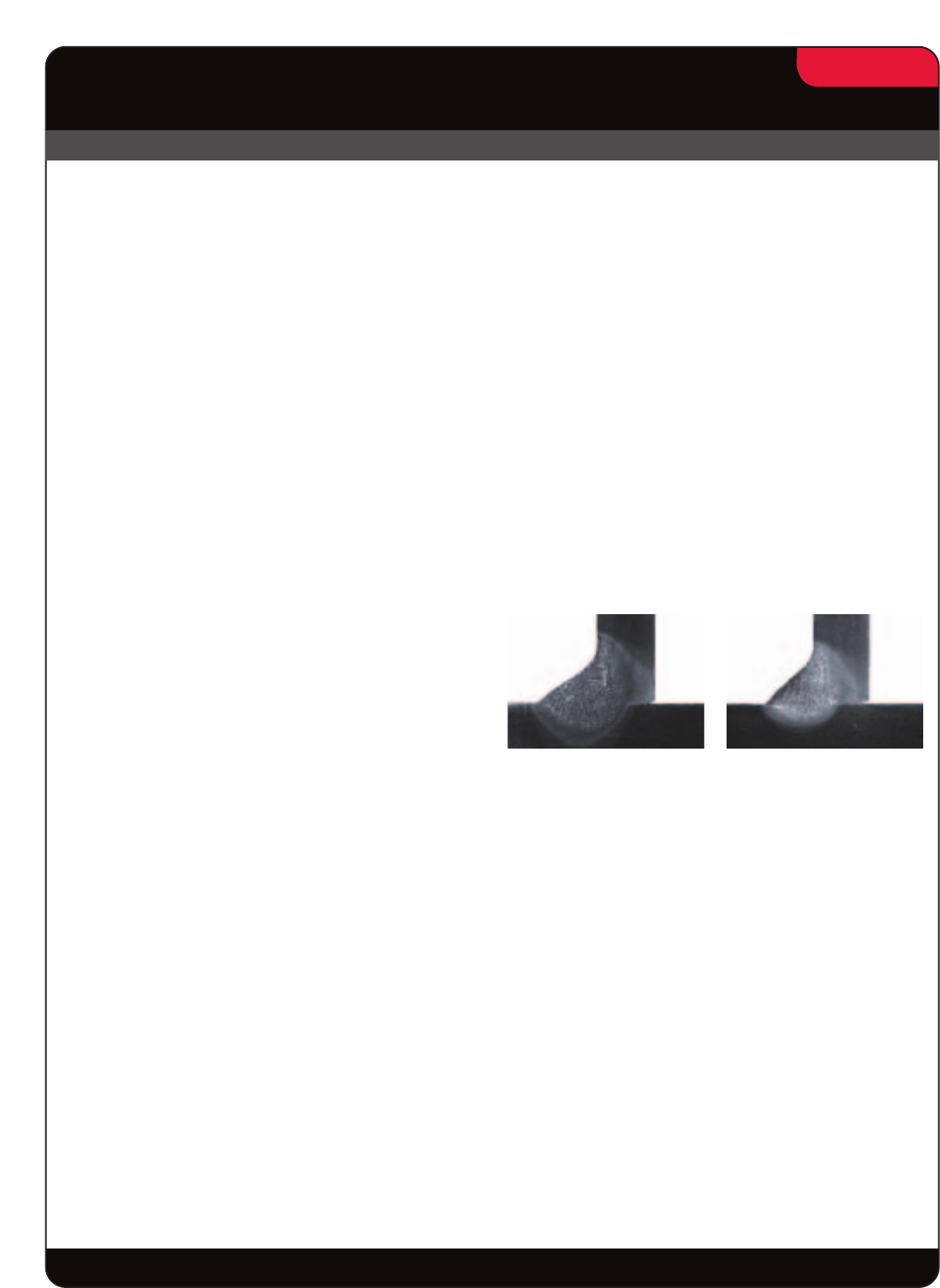
Figure 1 shows photographs of two 5/16” (8mm)
horizontal fillet welds
1
. One is made using a good
DC+ procedure and one using a square wave 25%
balanced, (-)10% offset and 30 Hz. Both are excellent
fillets but the square wave procedure is forty percent
faster! Note that the amperage used is virtually the
same, 520 vs. 527 amperes.
Understanding Power Wave AC/DC 1000
™
1
These welds comply with the geometry requirements for leg and throat dimensions of all AWS codes.
DC+
527 Amps
Figure 1
AC/DC
520 Amps
DC welding has almost always been the preferred
choice for producing submerged arc welds. Some of
these reasons are:
1. Lowest capital cost for equipment.
2. Greater arc stability than with AC.
3. Virtual elimination of arc striking problems.
4. Power issues (single phase vs. three phase
balanced power)
While DC negative may offer the highest deposit rate
per ampere, it is seldom used for automatic welding
that must meet stringent code requirements. This is
because DC negative is more prone to magnetic arc
interference (arc blow), porosity resulting from
contaminants, organic and/or inorganic contaminants
in or on the steel and greater potential for slag
entrapment because of the larger and “colder” weld
puddle. DC negative has always been the method of
choice for welding off-analysis steel or dirty steel
where it is desirable to have minimum dilution. But
with Power Wave AC/DC 1000™ technology, this is
no longer the best option. The Power Wave AC/DC
1000™ provides the capability of easily using the best
welding mode for the job at hand.
40% faster travel speeds by using Power Wave AC/DC
1000™ Square Wave procedures over DC+ procedures.