



















OM-495 Page 40
Return To Table Of Contents
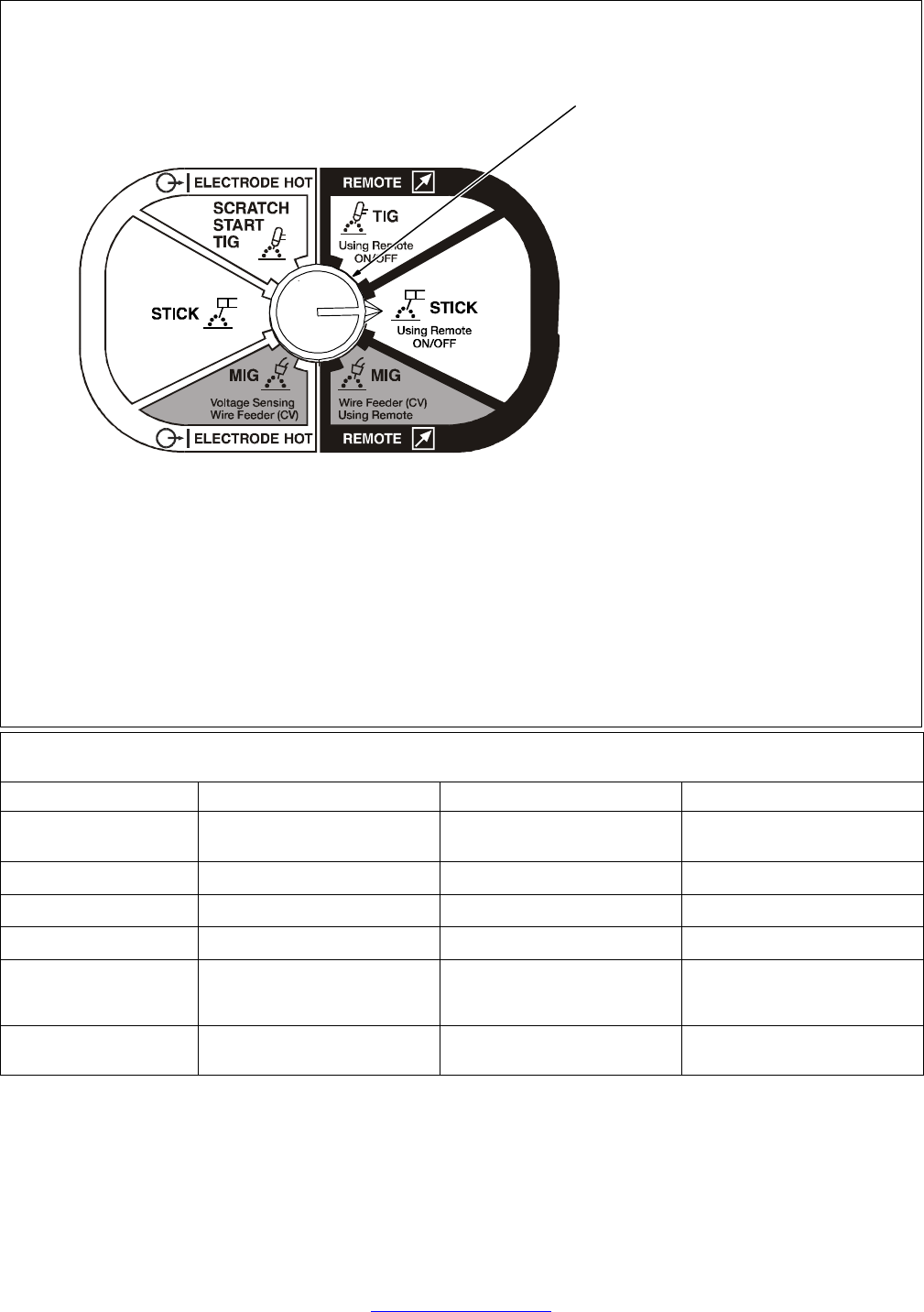
7-3. Process/Contactor Switch On CC/CV Models
1 Process/Contactor Switch
Y Weld output terminals are ener-
gized when Process/Contactor
switch is in an Electrode Hot posi-
tion and the engine is running.
Y DC voltage is still present at the
weld terminals when Process/
Contactor switch is in the Remote
− Stick position and the engine is
running.
Use switch to select weld process and
weld output on/off control (see table below
and Section 7-4).
Place switch in Remote positions to turn
weld output on and off with a device con-
nected to the remote 14 receptacle.
Place switch in Electrode Hot positions for
weld output to be on whenever the engine
is running.
Use Stick position for air carbon arc
(CAC-A) cutting and gouging.
When switch is in a Stick position, the arc
drive (dig) circuit provides additional am-
perage during low voltage (short arc
length conditions) to prevent “sticking”
electrodes.
The arc drive (dig) circuit is disabled when
switch is in MIG or TIG positions.
. Place switch in Electrode Hot - Stick
position when using optional three-
phase generator (see Section 7-4).
. The engine auto idle option does not
work in the Remote-TIG mode.
1
202 706
Process/Contactor Switch Settings
Switch Setting
Process
Output On/Off Control
Engine Auto Idle (Optional)
Switch Setting Process Output On/Off Control Engine Auto Idle (Optional)
Remote − TIG
GTAW With HF Unit, Pulsing
Device, Or Remote Control
At Remote 14 Receptacle Not Active
Remote − Stick Stick (SMAW) With Remote On/Off At Remote 14 Receptacle Active
Remote − MIG MIG (GMAW) At Remote 14 Receptacle Active
Electrode Hot − MIG MIG (GMAW) Electrode Hot Active
Electrode Hot − Stick
Stick (SMAW),
Air Carbon Arc (CAC-A) Cutting
And Gouging
Electrode Hot Active
Electrode Hot − Scratch
Start TIG
Scratch Start TIG (GTAW) Electrode Hot Active