



















OM-221 694 Page 24
4-16. Preparing Unit For Synergic Pulsed MIG Welding
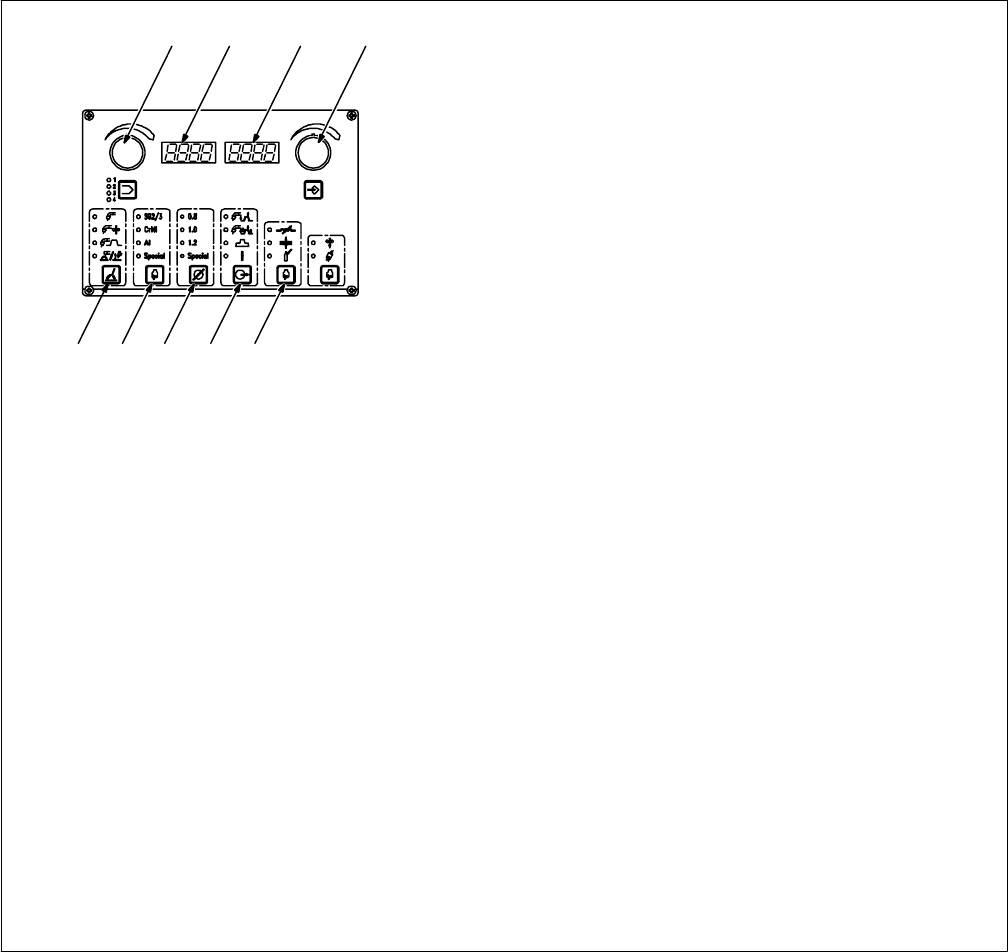
P3 P6 P7
E1 D1 D2 E2
P4 P5
Set Synergic Pulsed MIG welding process
using P3 push button.
Synergic Pulsed MIG welding is a high
quality welding process that produces very
little spatter. This process works well on
thin metals such as stainless steel and alu-
minum.
In Synergic Pulsed MIG mode, the opera-
tor may need to adjust welding data (wire
type, wire diameter, and gas type) and only
one weld parameter. Generally, wire feed
speed is adjusted and the synergic pro-
cess automatically sets appropriate weld
voltage. Synergic welding also sets many
secondary welding parameters automati-
cally for improved weld quality.
Trim parameter appears on D1 and D2:
D1 value is default trim setting of 0.0 T
(range is −5.0 T to 5.0 T).
D2 value is default wire feed speed setting
of 5.0 m/min (minimum (MIN), maximum
(MAX), or default (DEF) values are arbi-
trary based on set welding data). Set wire
feed speed in meters/min (M).
Select wire type using P4 push button.
Select wire diameter using P5 push button.
Select trigger mode using P6 push button.
Set desired wire feed speed using E2.
Setting Trim
D1 value is default trim setting of 0.0 T
(range is −5.0 T to 5.0 T).
Trim is an arbitrary value related to MIG arc
length. Higher values produce a longer and
hotter arc. Lower values produce a shorter
and cooler arc. Recommended value for
trim is default setting or near 0.0T.
. Trim setting may vary by a greater
amount depending on welding posi-
tion, parameter settings, and quality of
wire.
Setting Inductance
Press P7 until L17 LED illuminates.
L17 ON selects Inductance. Default setting
is 100% (range is 1% to 200%). D1 and D2
return to main display after several sec-
onds.
. Higher inductance setting produces a
softer weld puddle and less spatter, but
arc starts may be more difficult. Lower
inductance setting produces a stiffer
weld puddle and more spatter, but arc
starts may be easier.
Setting Thickness
Press P7 until L18 LED illuminates.
L18 ON selects material thickness. D2
shows thickness in mm for the welding pro-
cess.
Use E2 to change material thickness val-
ue. This value is stored in process memory.
Material thickness is a reference value
only, not a mandatory setting. D1 and D2
return to main display when P7 is pressed
again.
Setting Gas
Press P7 until L19 LED illuminates.
L19 ON selects type of gas. D1 will show
GAS and D2 shows gas abbreviation as
follows:
8218 = 82% Ar, 18% CO
2
Ar = 100% Argon
CO
2
= 100% CO
2
9802 = 98% Ar, 2%CO
2
Use E2 to change gas type. This setting is
stored in process memory.
LED will turn off after several seconds and
D1 and D2 will return to main display.
. D1 and D2 will show NO PROG or a
selection will not be allowed when
there is no program for the process,
material, wire diameter, and shielding
gas combination.