



















23
Troubleshooting
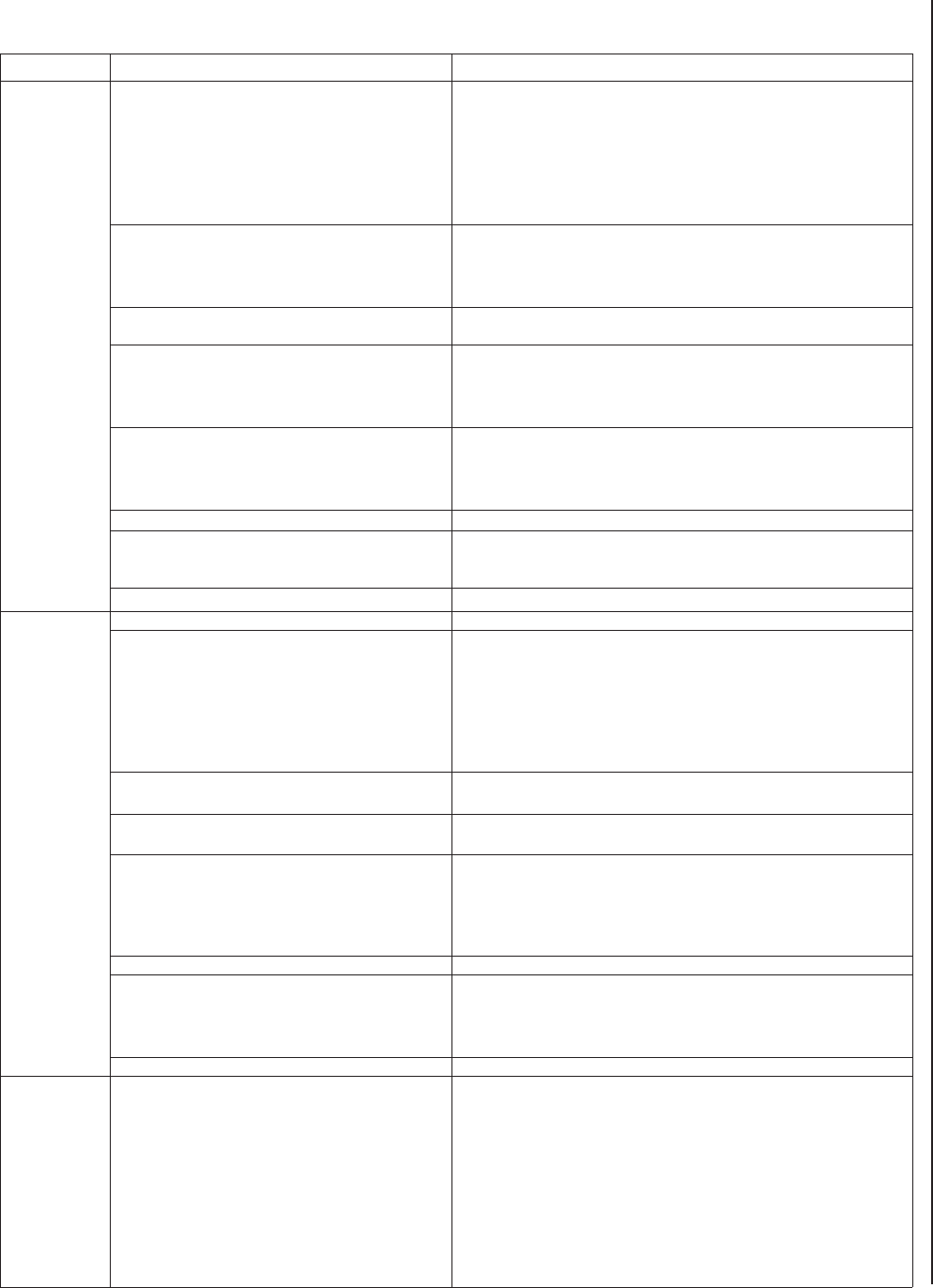
1. Use more pressure to tighten vise.
2. Check stationary jaw pivot and lock bolts for tightness.
3. Check quick release handle nut for excessive tightness
-- nut should be just tight enough to keep adjustable jaw
from tilting when tightening.
4. If you are stacking multiple pieces in the vise, be sure
all of the pieces are captured by the vise pressure.
1. Check technical literature for recommended feeds and
speeds for the material and blade you are using.
2. Check chip formation to adjust speed and feed to
correct rate when sawing.
1. Adjust blade tension to where it just does not slip on
the wheel.
1. Be sure the saw motor has come fully up to speed
before beginning a cut and be sure the blade is not resting
on the workpiece before the motor has come up to full
speed.
1. Use paper cutting method of adjusting blade tracking.
See Blade Tracking Adjustment.
2. Check drive and idler wheels for looseness in mount-
ing parts or worn/damaged bearings.
1. Adjust blade guides.
1. Use a thinner blade. Check with your blade supplier
for recommendations on blade thickness for a specific
wheel diameter.
1. Replace blade.
1. Use finer tooth blade.
1. Try next lower speed or check technical literature for
specific recommendations regarding speeds for specific
blade and material being cut.
2. Check with materials supplier for recommendations on
the workpiece material supplied.
3. If using coolant, check with supplier regarding correct
coolant for the job.
1. Increase pressure while observing chip formation to be
sure you are cutting efficiently.
1. Reduce speed of blade.
2. Increase feed pressure in scale or hard spots .
1. Work hardening materials such as stainless require a
heavy, continuous cut. Be sure you are using a sharp
blade, then, if necessary, release some counterbalance
spring pressure by loosening the tension nut if work
hardening of the material is a problem.
1. Reinstall blade so teeth point toward right end of saw.
1. Check with materials supplier and/or blade supplier for
coolant recommendations.
2. Check with coolant supplier for specific recommenda-
tions on the blade and material you are using.
1. Increase tension so blade is above the slipping point.
1. Adjust the stationary vise jaw so it is square to the
blade.
2. Clamp work tightly in the vise.
3. Check blade for vertical and adjust, if necessary.
4. Perform test cuts according to instructions on page
until cuts are satisfactorily square.
5. Move guide bearings as close as possible to work
while still completing the cut.
6. Check guide bearings, seats and brackets for possible
looseness or wear.
Material loose in the vise
Incorrect feed or speed
Incorrect blade tension
Teeth in contact with work before saw is
started
Blade rubs on wheel flange
Misaligned blade guides
Blade too thick for wheel diameter
Cracking at weld
Teeth too coarse
Too much blade speed
Inadequate feed pressure
Hard spot or scale on material
Work hardening of material (especially
stainless steel)
Blade installed backwards
Excessive
blade
breakage
Premature
blade
dulling
Incorrect coolant or no coolant
Insufficient blade tension
Work not square
Crooked
cuts
Problem
Probable cause Potential solutions