


















Operating Instructions
Welding Guidelines (Continued)
ARC WELDING BASICS
Four basic techniques affect weld quality. These are: amperage
setting, weld angle, arc length, and travel speed. Proper use of
these techniques is necessary for good weld quality.
AMPERAGE SETTING
The correct amperage involves the adjustment of the welding
machine to the required amp setting. This is regulated by a
knob on the welder. The amperage required depends on the size
(diameter) of electrode used and the thickness of the work piece.
Consult specifications listed on the welder. Excessive amps burn
through light metals and the weld bead is flat and porous (See
Figure 4). The bead appears high and irregular if the amperage is
too low.
WELD ANGLE
Weld angle is the angle at which the electrode is held during
the welding process. Using the correct angle ensures proper
penetration and bead formation. Electrode angle involves two
positions - travel angle and work angle (See Figure 5).
Travel angle is the angle in the line of welding and may vary from
5º to 45º from the vertical, depending on welding conditions.
Work angle is the angle from horizontal, measured at right
angles to the line of welding.
For most applications, a 45º travel angle and 45º work angle
is sufficient. For specific applications, consult an arc welding
handbook.
NOTE: Right handed welders should weld from left to right. Left
handed welders should weld from right to left. The electrode
should always point into the weld puddle as shown.
ARC LENGTH
Arc length is the distance from the work piece to the tip of the
electrode, the distance which the arc must travel. A proper
arc length is essential to generate the heat needed for welding
(See Figure 4). An arc that is too long produces an unstable arc,
reduces penetration, increases spatter, and causes flat and wide
beads. Too short an arc does not create enough heat to melt the
work piece, the electrode has a tendency to stick, penetration
will be poor, and uneven beads with irregular ripples result. A
proper arc should be no longer than the diameter of the rod.
The sound of a proper arc is a steady, crisp sizzle, similar to
bacon frying.
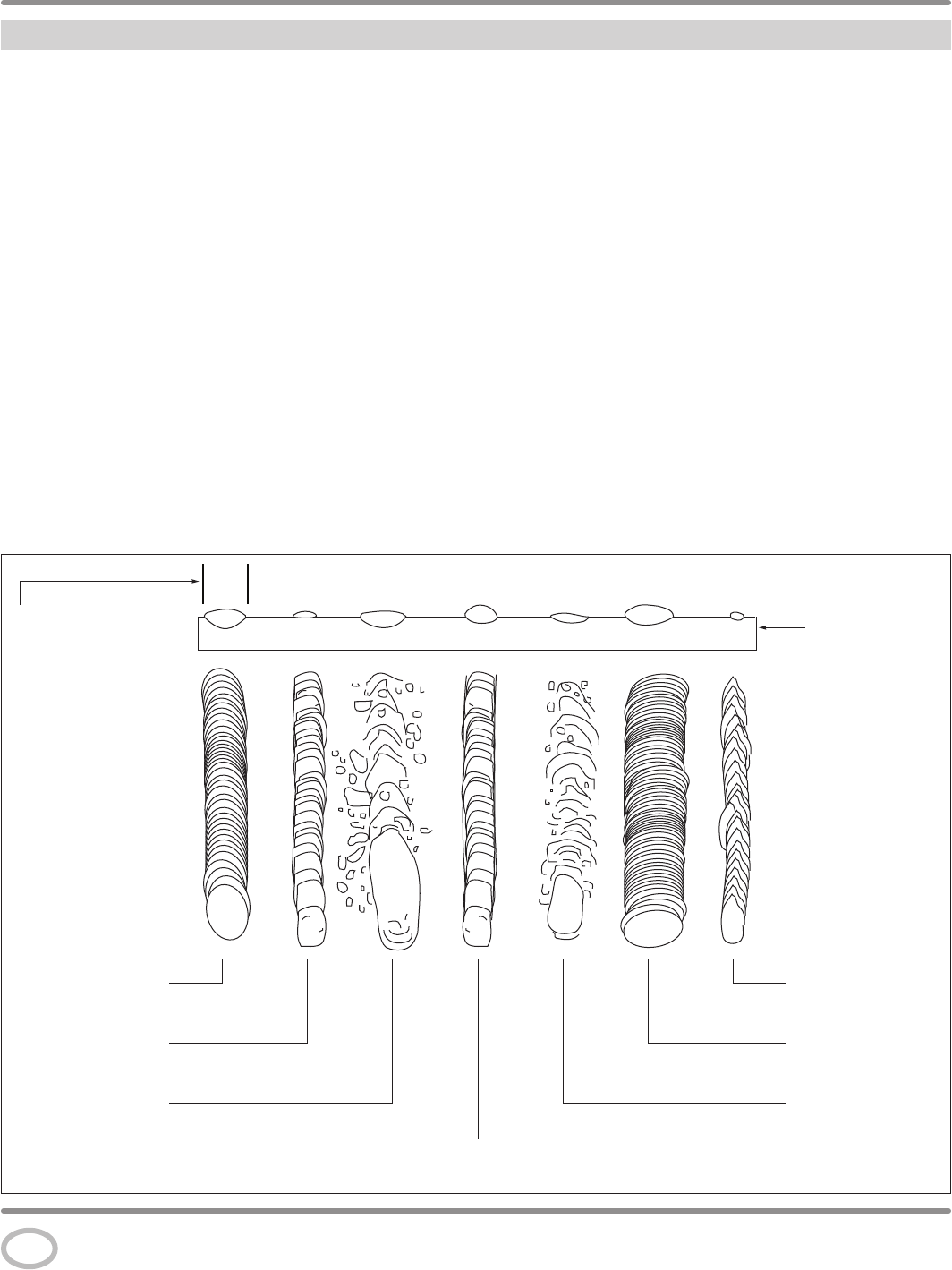
W
Work Piece
Figure 4 - Weld Appearance
NOTE: Weld bead
width (W) should be
approximately twice
the diameter for the
electrode rod used.
Amperage Too Low
Amperage Too High
Arc Length Too Short
Speed Too Fast
Speed Too Slow
Normal Amps,
Arc Length,
Speed
Arc Length Too Long
Work Piece
www.campbellhausfeld.com
14