


















41 Sp
Corriente alterna o CA – corriente
eléctrica que invierte periódicamente la
dirección. La corriente de ciclo de
sesenta viaja en ambas direcciones,
sesenta veces por segundo.
Longitud del arco - la distancia entre el
extremo del electrodo y la punta donde el
arco hace contacto con la superficie de
trabajo.
Metal de base – el material que va a ser
soldado.
Unión plana – una unión entre las dos
partes alineadas aproximadamente en el
mismo plano.
Cráter – charco de metal fundido o
bolsillo que se forma cuando el arco se
pone en contacto con el metal de base.
Corriente continua o CC – corriente
eléctrica que circula solamente en una
dirección. La polaridad (+ o -) determina
en qué dirección está circulando la
corriente.
Polaridad inversa de CC – ocurre cuando
el sujetador del electrodo está
conectado al polo positivo de la
máquina soldadora. La polaridad
inversa dirige más calor para fundir al
electrodo que a la pieza de trabajo. Se
utiliza en materiales más delgados.
Polaridad directa de CC - ocurre cuando
el sujetador del electrodo está
conectado al polo negativo de la
máquina soldadora. Con la polaridad
directa se dirige más calor hacia la pieza
de trabajo para una mejor penetración
en materiales más gruesos.
Electrodo – un alambre de metal
revestido que tiene aproximadamente la
misma composición que el material que
va a ser soldado.
Soldadura en ángulo –
aproximadamente un triángulo en
sección transversal, que une dos
superficies con ángulos rectos en cada
uno en una unión de solapa, en T o de
ángulo.
Glosario de Términos de Soldadura
Modelos WG2060 y WG2064
Fundente - un material, que al
calentarse, emite un gas que cubre el
área donde va a soldar. Este gas protege
los metales que va a soldar contra las
impurezas presentes en el aire.
Soldadura por arco de núcleo fundente
(FCAW) – también llamado Sin gas, es
un proceso de soldadura utilizado con
una máquina soldadora de alimentación
de cable. El cable de soldadura es
tubular que contiene dentro material
fundente como protección.
Soldadura por arco de metal de gas
(GMAW) – también llamado MIG, es un
proceso de soldadura utilizado con una
máquina soldadora de alimentación de
cable. El cable es sólido y se utiliza un gas
inerte como protección.
Soldadura por arco de tungsteno de gas
(GTAW) – también llamado TIG, es un
proceso de soldadura utilizado con un
equipo soldador con un generador de
alta frecuencia. El arco se crea entre un
electrodo de tungsteno no consumible y
la pieza de trabajo. El metal de relleno
se puede o no utilizar.
Unión de solapa – una unión entre dos
partes superpuestas en planos paralelos.
Voltaje de circuito abierto (OCV) – el
voltaje entre el electrodo y la
abrazadera de trabajo de la máquina
soldadora, cuando no circula corriente
(no suelda). El OCV determina cuán
rápido se golpea el arco.
Superposición – ocurre cuando el
amperaje está configurado demasiado
bajo. En este caso, el metal fundido cae
del electrodo sin realmente fundir el
metal de base.
Porosidad – bolsillos o cavidades de
gases, formados durante la
solidificación. Debilitan la soldadura.
Penetración – la profundidad en la pieza
de trabajo que ha sido afectada por el
calor por el arco durante el proceso de
soldadura. Una buena soldadura logra
100% de penetración, lo cual significa
que todo el espesor de la pieza de
trabajo ha sido calentado y
resolidificado. El área afectada por el
calor se debe ver fácilmente al lado
opuesto de la soldadura.
Soldadura por arco de metal blindado
(SMAW) – también llamada Soldadura
con Varilla, es un proceso de soldadura
que utiliza un electrodo consumible para
sostener el arco. El blindaje se obtiene
por la fundición del revestimiento del
fundente en el electrodo.
Escoria – una capa de hollín de
fundente que protege la soldadura de
los óxidos y otros contaminantes
mientras la soldadura se está
solidificando (enfriando). La escoria
debe retirarse luego de que la
soldadura haya enfriado.
Salpicadura – partículas de metal que
saltan de la soldadura, que se enfrían y
endurecen en la superficie de trabajo.
La salpicadura se puede disminuir
aplicando un aerosol resistente a
salpicaduras en la pieza de trabajo antes
de soldar.
Soldadura por puntos – soldadura hecha
para sostener las partes en la alineación
correcta hasta realizar las soldaduras
finales.
Angulo de propagación – el ángulo del
electrodo en la línea de soldadura.
Varía entre 5° y 45° dependiendo de las
condiciones de soldadura.
Unión en T – realizada al colocar el
borde de una pieza o metal en la
superficie de la otra pieza a
aproximadamente un ángulo de 90°.
2. Remove the spool quick lock by
pushing in and rotating 1/4 turn
counterclockwise. Then remove
knob, spring and spool spacer.
3. Flip tensioning screw down on drive
mechanism. This allows initial
feeding of wire into gun liner by
hand.
4. Install wire spool onto spindle so
wire can come off spool on the end
closest to the wire feed guide tube.
Do not cut the wire loose yet.
Install spool spacer, spring and quick
lock knob by pushing in and turning
knob 1/4 rotation clockwise.
5. Hold wire and cut the wire end from
spool. Do not allow wire to
unravel. Be sure end of wire is
straight and free of burrs.
6. Feed wire through wire feed guide
tube, over the groove in drive roller
and into gun liner. Flip tensioning
screw up and adjust tension by rotating
4
Wire Feed Arc Welder
Installation
LOCATION
Selecting the proper location can
significantly increase performance,
reliability and life of the arc welder.
● For best results locate welder in a
clean and dry environment. Dust
and dirt in the welder retain
moisture and increase wear of
moving parts.
● Place welder in an area with at least
twelve inches (305 mm) of ventilation
space at both the front and rear of
unit. Keep all obstructions out of this
ventilation space.
● Store welding wire in a clean, dry
location with low humidity to
prevent oxidation.
● Use a properly grounded receptacle
for the welder and ensure welder is
the only load on power supply
circuit. Refer to chart on page 1 for
correct circuit capacity.
● Use of an extension cord is not
recommended for electric arc welding
machines. Voltage drop in the
extension cord may significantly
degrade performance of the welder.
Assembly
BOTTLE RETAINER ASSEMBLY
Attach bottle retainer to welder as
shown (Fig. 2).
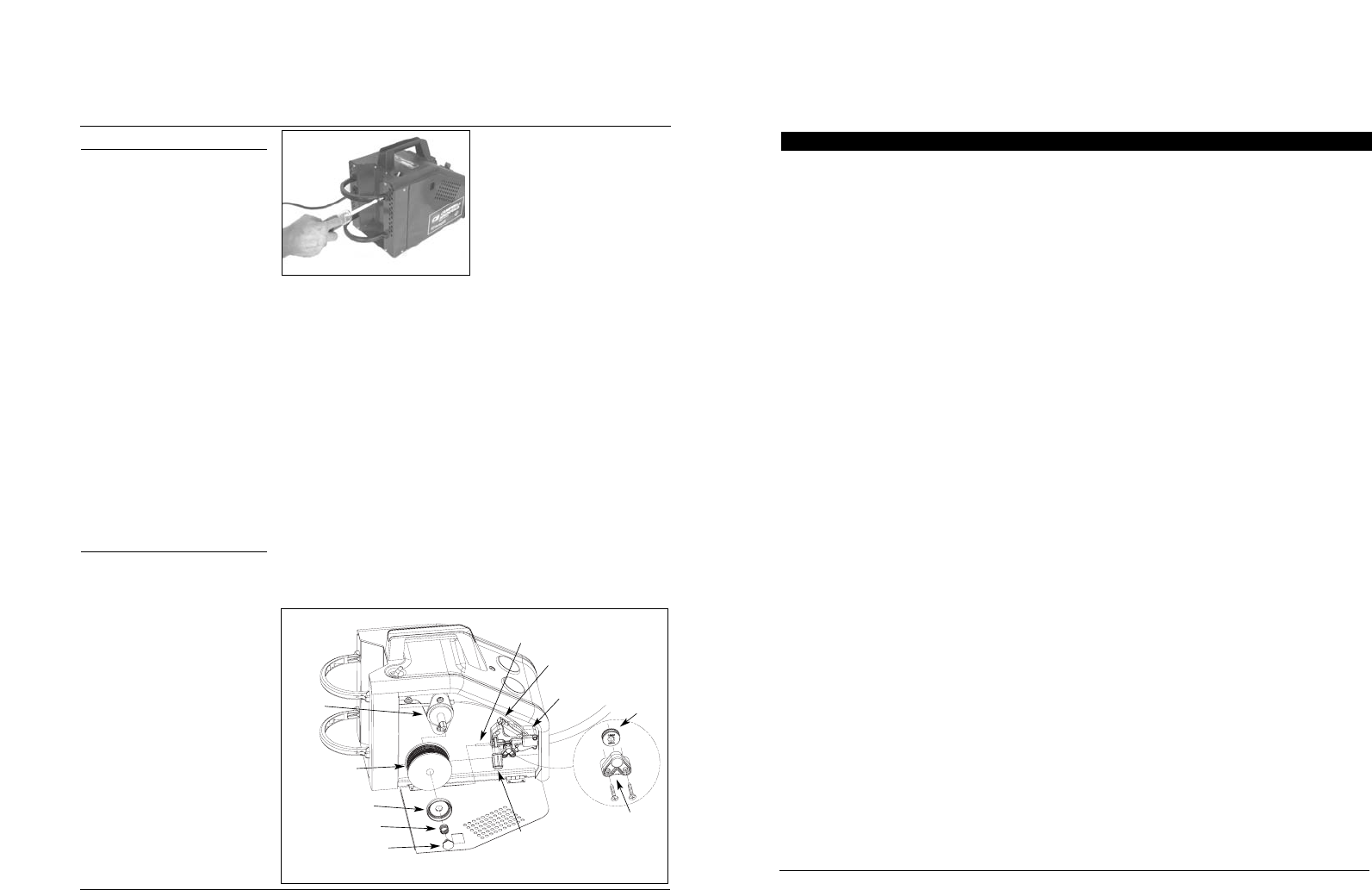
WIRE INSTALLATION
NOTE: Before installing welding wire,
be sure:
a. Diameter of welding wire matches
groove in drive roller on wire feed
mechanism (See Fig. 3). The drive
roller is marked with metric sizes:
.6mm = .024”, .8 - .9mm = .030 –
.035”
b.Wire matches contact tip in end of
gun. (See Fig. 4).
A mismatch on any item could cause the
wire to slip and bind.
NOTE: Always maintain control of loose
end of welding wire to prevent
unspooling.
1. Verify unit is off and open door
panel to expose wire feed
mechanism.
tensioning screw knob. Do not over
tighten.
7. Remove nozzle by turning counter-
clockwise, then unscrew contact tip
from end of welding torch (See
Figure 4). Plug welder into a proper
power supply receptacle.
8. Turn on welder and set wire speed
rate to 10. Activate gun trigger until
wire feeds out past the torch end.
Turn welder off.
9. Carefully slip contact tip over wire
and screw tip into torch end. Install
nozzle by turning clockwise (See
Figure 4). Cut wire off approximately
1/4 inch from nozzle end.
DUTY CYCLE / THERMOSTATIC
PROTECTION
Welder duty cycle is the percentage of
actual weld time that can occur in a ten
minute interval. For example, at a 20%
duty cycle, actual welding can occur for
two minutes, then the welder must cool
for eight minutes.
Internal components of this welder are
protected from overheating with an
automatic thermal switch. A yellow
lamp is illuminated on the front
panel if the duty cycle is exceeded.
Welding operations may continue when
the yellow lamp is no longer illuminated.
Figure 2 - Bottle Retainer Assembly
www.chpower.com
Spindle
Welding wire
Tensioner ring
Tension spring
Retainer
Tensioner knob
Guide tube
Tensioner arm
Drive deck
Roller
support
Drive
roller
Figure 3 - Weld Wire Routing