



















RATE OF FEED (Figs. 18 and '18a)
The proper rate of feed de-
pends on several factors: the
hardness and moisture content
of the work piece, the depth of
cut, and the cutting diameter of
the bit. When you are cutting
shallow grooves in soft woods
such as pine, you may use a
faster rate of feed. When mak-
ing deep cuts in hardwoods
such as oak, you should use a
slower rate of feed.
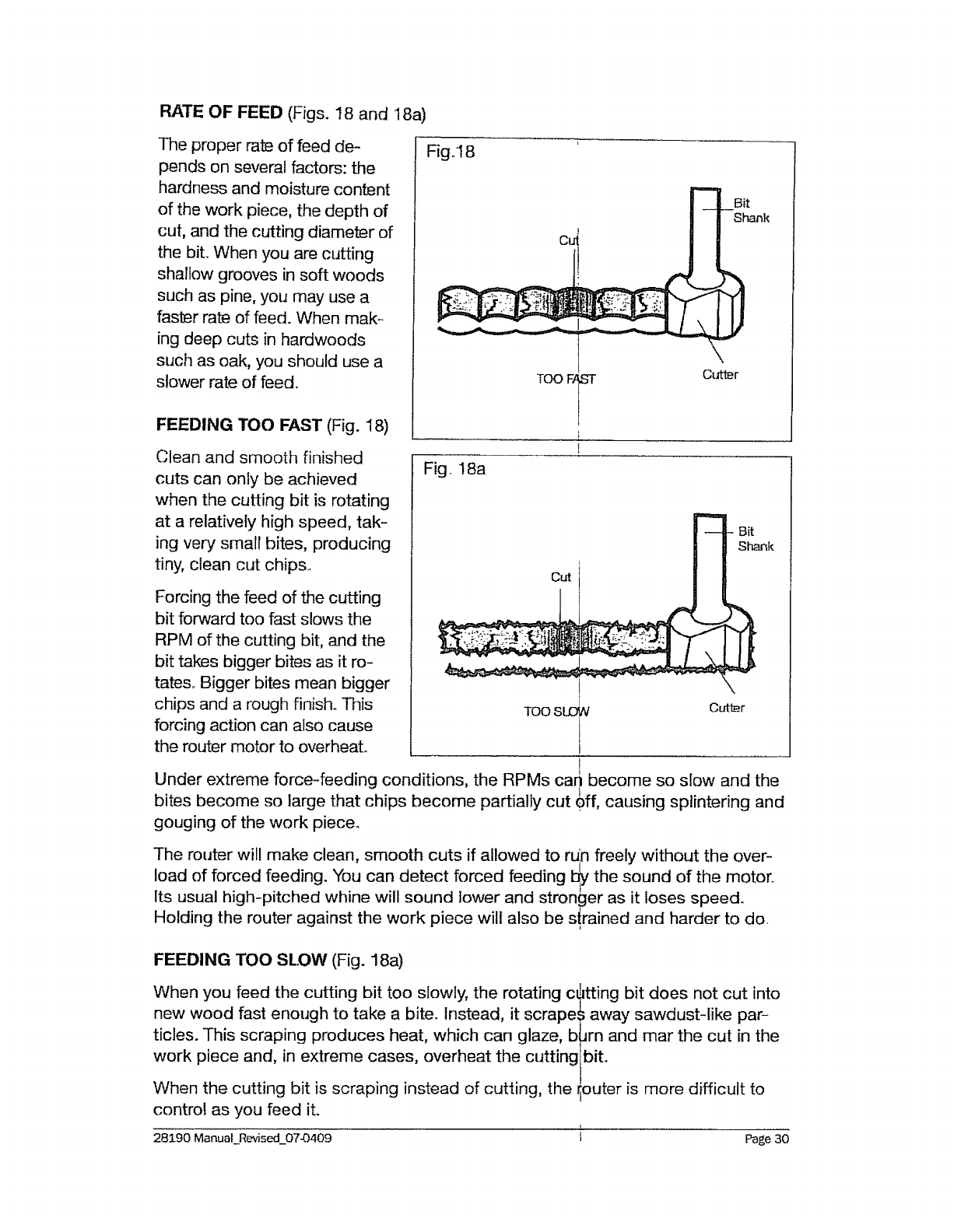
FEEDING TOO FAST (Fig. 18)
Clean and smooth finished
cuts can only be achieved
when the cutting bit is rotating
at a relatively high speed, tak-
ing very smalr bites, producing
tiny, clean cut chips..
Forcing the feed of the cutting
bit forward too fast slows the
RPM of the cutting bit, and the
bit takes bigger bites as it ro-
tates,. Bigger bites mean bigger
chips and a rough finish. This
forcing action can also cause
the router motor to overheat.
Fig. 18
Bit
Shank
Fig. 18a
Cut
Bit
Shank
TOO
!
Under extreme force-feeding conditions, the RPMs cari become so slow and the
bites become so large that chips become partially cut _ff, causing splintering and
gouging of the work piece.
The router will make clean, smooth cuts if allowed to ruln freely without the over-
load of forced feeding. You can detect forced feeding !_ the sound of the motor..
Its usual high-pitched whine will sound lower and stronger as it loses speed.
Holding the router against the work piece will also be s!rained and harder to do
FEEDING TOO SLOW (Fig. 18a)
When you feed the cutting bit too slowly, the rotating c_
new wood fast enough to take a bite. Instead, it scrape
ticles. This scraping produces heat, which can glaze, b
work piece and, in extreme cases, overheat the cutting
When the cutting bit is scraping instead of cutting, the
control as you feed it.
itting bit does not cut into
;away sawdust-like par-
Jrn and mar the cut in the
bit_
outer is more difficult to
L
28190 ManuaLRevised_07-0409 i Page 30