


















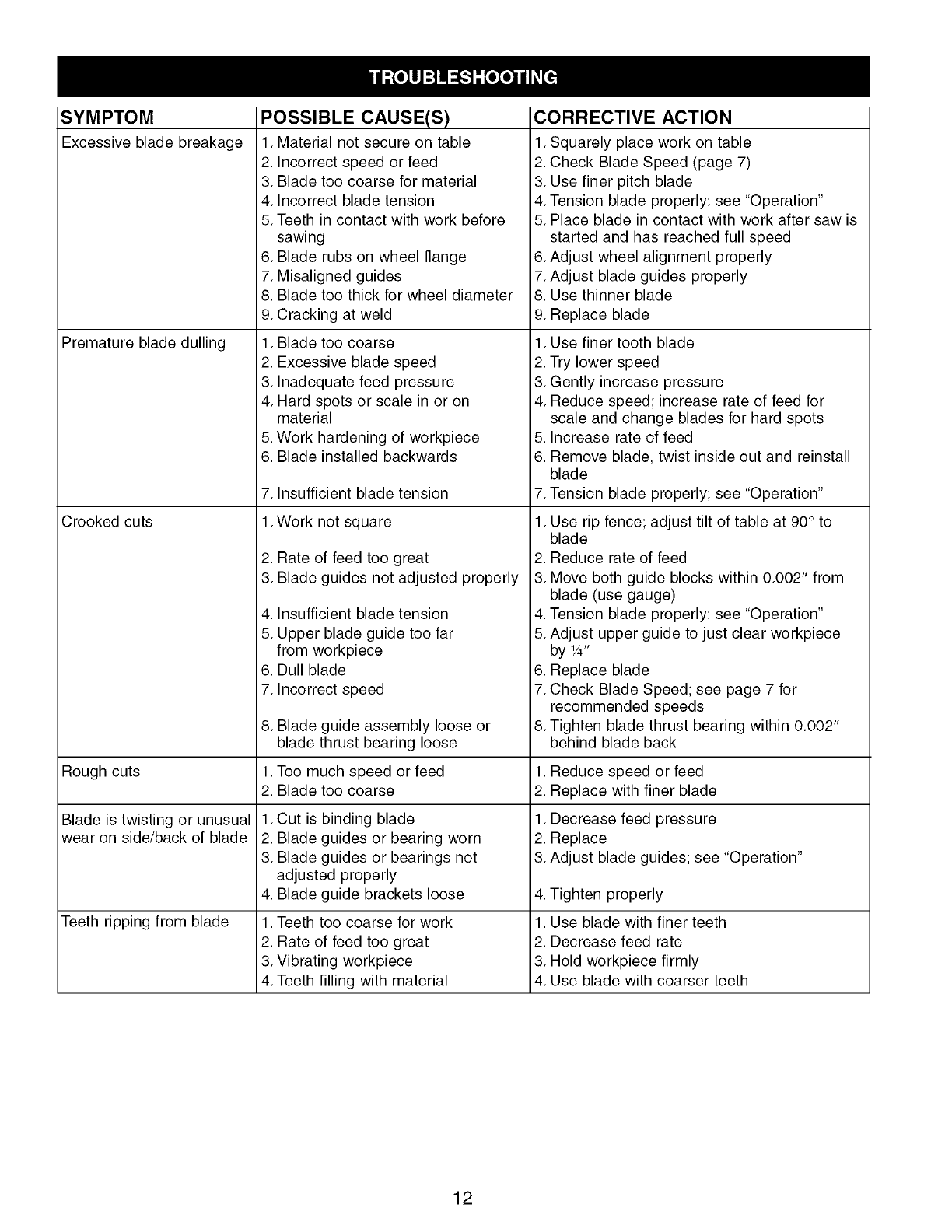
SYMPTOM
Excessive blade breakage
Premature blade dulling
Crooked cuts
POSSIBLE CAUSE(S)
1. Material not secure on table
2. Incorrect speed or feed
3. Blade too coarse for material
4. Incorrect blade tension
5.Teeth in contact with work before
sawing
6. Blade rubs on wheel flange
7. Misaligned guides
8. Blade too thick for wheel diameter
9. Cracking at weld
1. Blade too coarse
2. Excessive blade speed
3. Inadequate feed pressure
4. Hard spots or scale in or on
material
5.Work hardening of workpiece
6. Blade installed backwards
7,
1.
2.
3.
4.
5.
6.
7.
8.
Insufficient blade tension
Work not square
Rate of feed too great
Blade guides not adjusted properly
Insufficient blade tension
Upper blade guide too far
from workpiece
Dull blade
Incorrect speed
Blade guide assembly loose or
blade thrust bearing loose
Rough cuts 1.Too much speed or feed
2. Blade too coarse
Blade is twisting or unusual
wear on side/back of blade
Teeth ripping from blade
1.Cut is binding blade
2. Blade guides or bearing worn
3. Blade guides or bearings not
adjusted properly
4. Blade guide brackets loose
1.Teeth too coarse for work
2. Rate of feed too great
3. Vibrating workpiece
4. Teeth filling with material
CORRECTIVE ACTION
1. Squarely place work on table
2. Check Blade Speed (page 7)
3. Use finer pitch blade
4. Tension blade properly; see "Operation"
5. Place blade in contact with work after saw is
started and has reached full speed
6. Adjust wheel alignment properly
7. Adjust blade guides properly
8. Use thinner blade
9. Replace blade
1. Use finer tooth blade
2. Try lower speed
3. Gently increase pressure
4. Reduce speed; increase rate of feed for
scale and change blades for hard spots
5. Increase rate of feed
6. Remove blade, twist inside out and reinstall
blade
7. Tension blade properly; see "Operation"
1. Use rip fence; adjust tilt of table at 90° to
blade
2. Reduce rate of feed
3. Move both guide blocks within 0.002" from
blade (use gauge)
4. Tension blade properly; see "Operation"
5. Adjust upper guide to just clear workpiece
by W'
6. Replace blade
7. Check Blade Speed; see page 7 for
recommended speeds
8. Tighten blade thrust bearing within 0.002"
behind blade back
1. Reduce speed or feed
2. Replace with finer blade
1. Decrease feed pressure
2. Replace
3. Adjust blade guides; see "Operation"
4. Tighten properly
1. Use blade with finer teeth
2. Decrease feed rate
3. Hold workpiece firmly
4. Use blade with coarser teeth
12