



















G0484 Gear Head Mill/Drill
-17-
Table Travel
(X-Axis and Y-Axis)
Longitudinal Feed
The longitudinal feed, or X-axis, is moved by
the handwheel
at the right end of the table. The
handwheel will move the table in both direc
-
tions side-to-side. One complete revolution of the
handwheel moves the longitudinal feed 0.100".
There is also a scale on the front of the table for
use when a tight tolerance is not required.
Cross Feed
The cross feed, or Y-axis
, is moved with the
handwheel on the front of the table base. One
complete revolution of the handwheel moves the
cross slide 0.100".
Headstock Travel
(Z-Axis)
The vertical headstock travel, or Z-axis travel, is
controlled by the lift motor or the manual head
-
stock crank on the right side of the column. This
coarse travel is only used to position the head
-
stock in the spindle-travel range. Precise incre
-
mental movement is available by using the feed
levers or the fine feed handwheel.
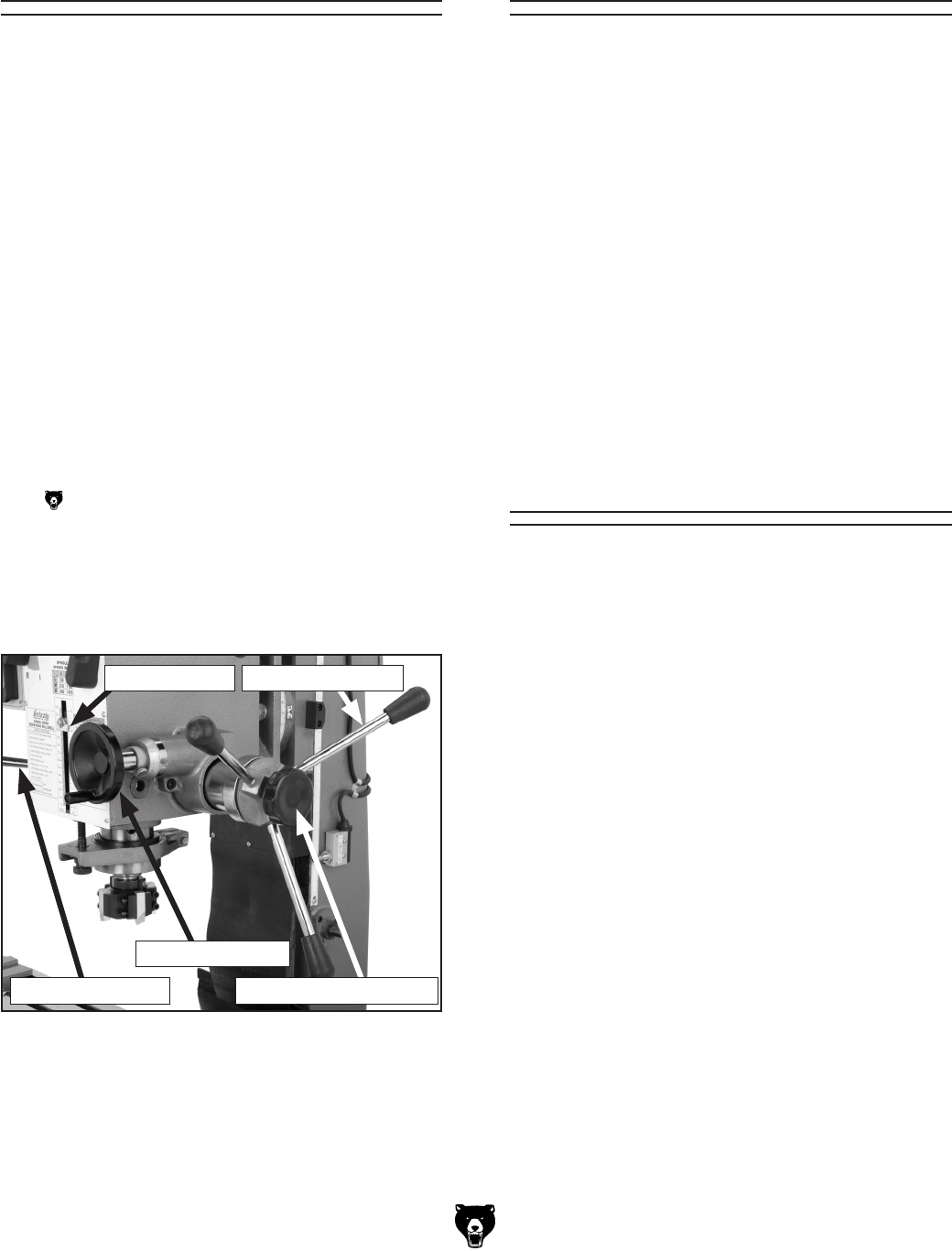
Spindle Height
Control
Spindle height is changed by unlocking the quill
lock lever and the fine feed knob, and using the
quill feed handles or the fine feed knob (Figure
12). The spindle scale indicates the spindle height
in inches and millimeters.
To change the spindle position
:
1. Unlock the quill lock lever and loosen the fine
feed lock knob.
2. Pull down on the quill feed levers to lower
or raise the spindle. Lock the quill lock to
hold the spindle in a particular position if you
choose.
3. Tighten the fine feed lock knob and use the
fine feed knob if you like.
Tip: Milling with the quill fully extended,
can cause tool chatter. For maximum spindle
rigidity when milling, keep the spindle retract
-
ed into the headstock as far as possible,
lock the headstock and quill lock levers, and
tighten the fine feed lock knob.
Figure 12. Spindle controls.
Quill Feed Lever
Quill Lock Lever
Fine Feed Knob
Spindle Scale
Fine Feed Lock Knob