

















Model G0740 (Mfg. Since 11/12)
-83-
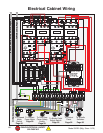
7. Use the magnet to remove the shear pin
head, then rotate the lathe spindle to line
up the inner and outer bores, as shown in
Figure 131. Next, use the magnet to remove
the other half of the broken shear pin when it
becomes visible.
8. Insert the blow gun tip into the shear pin hole,
blow out the hole with compressed air, then
put a drop of oil in the hole.
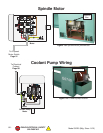
9. Insert the new shear pin into the bore, as
shown in Figure 132.
Note: If the pin does not freely slide into the
bore, DO NOT use a hammer on the pin or
you may permanently damage the shear
mechanism and bore, which would make it
nearly impossible to remove and install a new
shear pin later.
Instead, take the time to carefully line up
the two bores. You may need to file a slight
chamfer on the end of the pin to make it
easier to insert.
Figure 132. New shear pin installed in bore.
Figure 131. Shear pin bores aligned.
Outer Bore
Inner Bore
Shear Pin
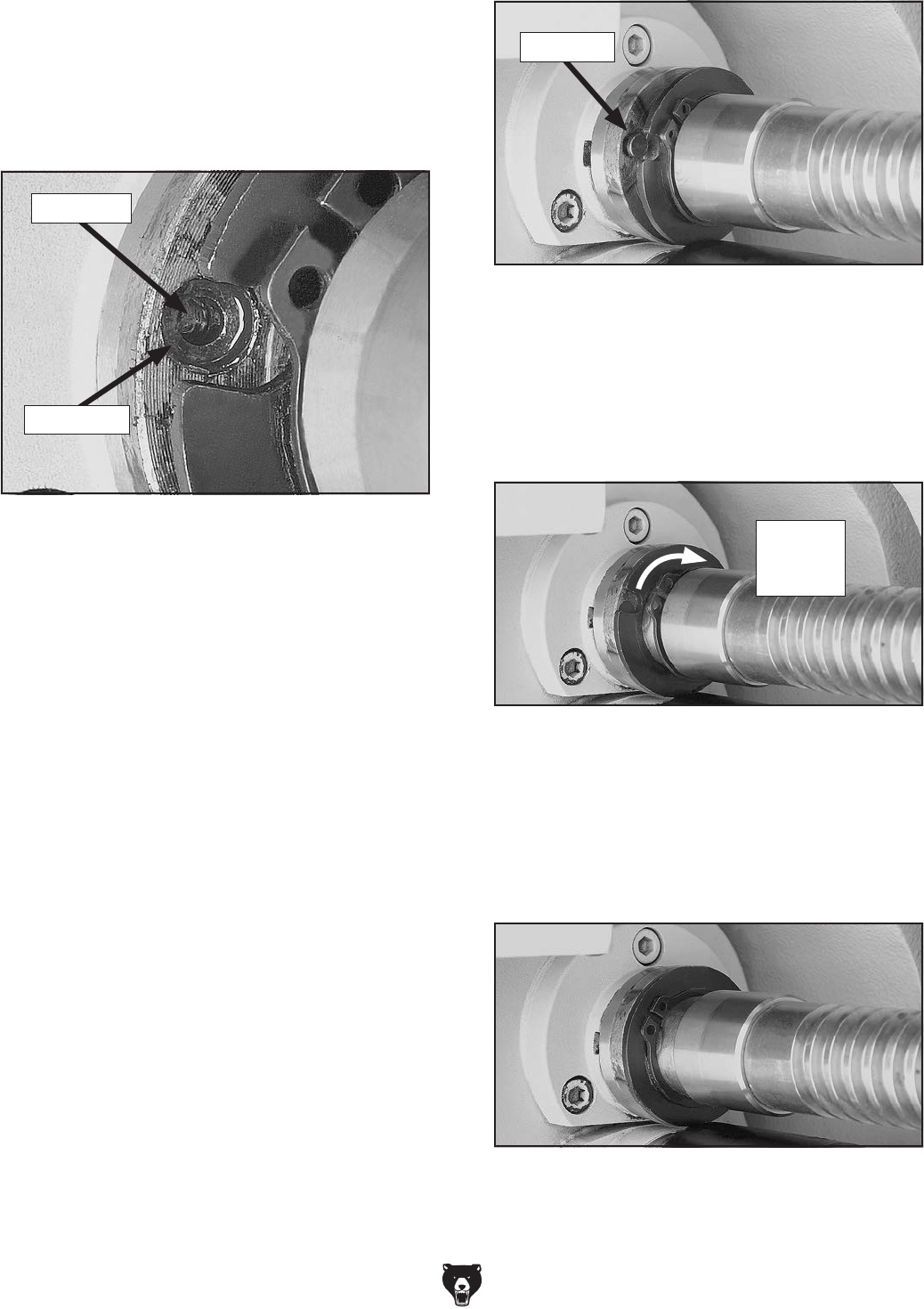
10. With the pin completely seated in the bore
and the head flush with the leadscrew shoul-
der, slide the shroud washer against the
shoulder, then rotate the washer 180° to
completely cover the head of the shear pin,
as shown in Figure 133.
Figure 133. Shroud washer positioning.
Rotate
Washer
Slot 180°
11. Return the retaining ring against the shroud
washer and position the retaining ring ears
over the shear pin head, as shown in Figure
134. This will prevent the shear pin from fall-
ing out if the shroud washer should rotate
during operation.
Figure 134. Retaining ring positioned with ears
in front of pin access groove.