


















20 OM-185 158
4.3 Unit Overload
If unit is used beyond capacity (excessive wire feed, shorted output, etc.), wire feeds but is not energized. Release gun
trigger to reset this condition.
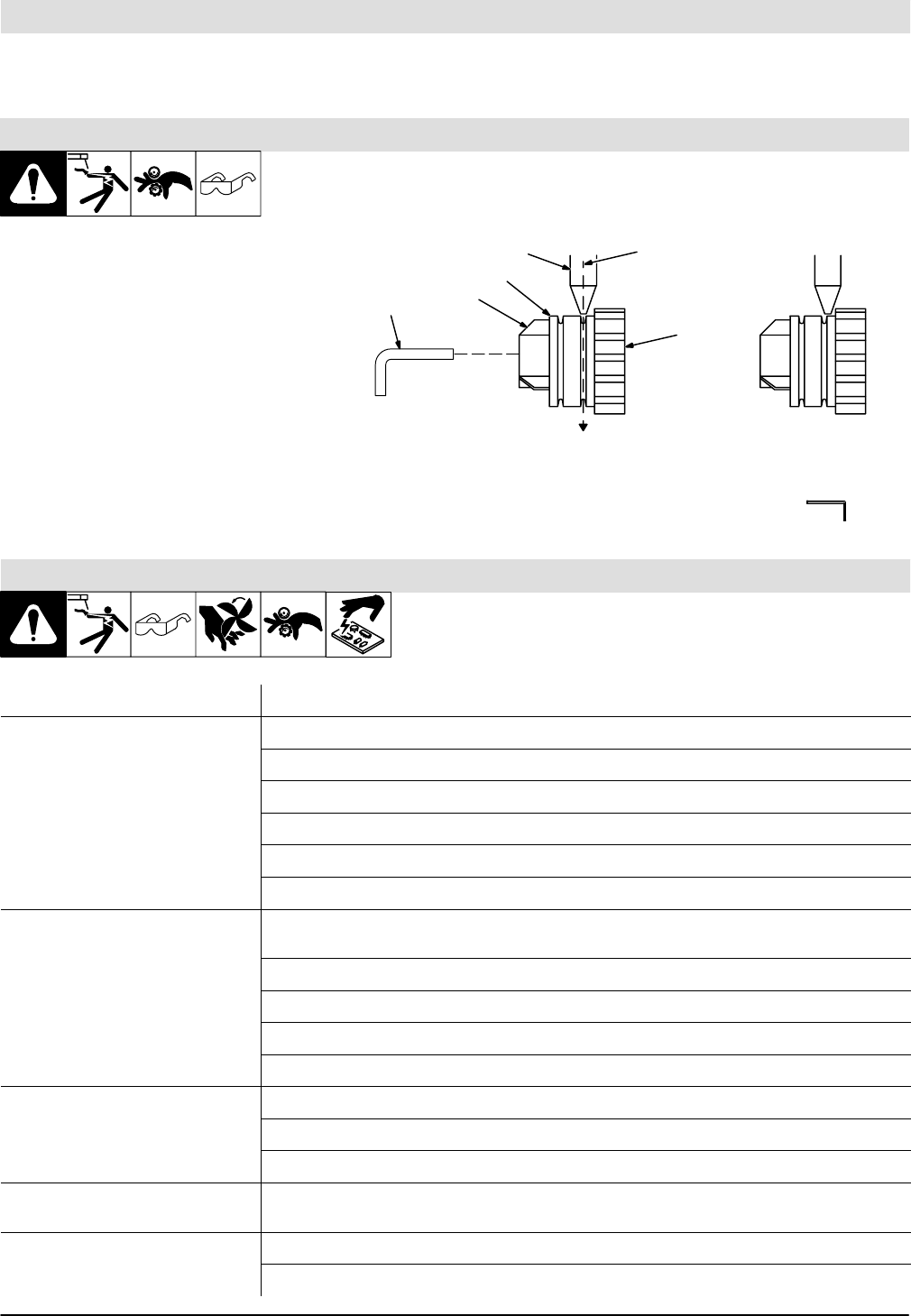
4.4 Aligning Drive Rolls and Wire Guide
Y Turn Off power.
View is from top of drive rolls look-
ing down with pressure assembly
open.
1 Allen Wrench (Supplied)
2 Drive Roll Securing Nut
3 Drive Roll
4 Wire Guide
5 Welding Wire
6 Drive Gear
Insert wrench, and turn screw in or
out until drive roll groove lines up
with wire guide.
Close pressure roll assembly.
Close door.
Ref. ST-800 412-A
Correct Incorrect
5
4
3
2
1
6
Tools Needed:
3/16 in
4.5 Troubleshooting
Trouble Remedy
No weld output; wire does not feed. Be sure line disconnect switch is On (see Section 2.12).
Replace building line fuse or reset circuit breaker if open (see Section 2.12).
Reset circuit breaker CB1 (see Section 4.2).
Secure gun trigger connections (see Section 2.5).
Check and replace Power switch if necessary.
Have Factory Authorized Service Agent check all board connections and main control board.
No weld output; wire feeds. Thermostat TP1 open (overheating). Allow fan to run; the thermostat will close when the unit has cooled
(see Section 2.2).
Connect work clamp to get good metal to metal contact.
Replace contact tip (see Gun Owner’s Manual).
An overload condition occurred. Release gun trigger (see Section 4.3).
Have Factory Authorized Service Agent check main control board and main rectifier.
Low weld output. Connect unit to proper input voltage or check for low line voltage (see Section 2.12).
Check input voltage jumper links and correct position if necessary (see Section 2.10).
Have Factory Authorized Service Agent check main control board.
Fan motor does not run. NOTE: Fan only
runs when cooling is necessary.
Have Factory Authorized Service Agent check fan-on-demand circuit.
Low, high, or erratic wire speed. Readjust front panel settings (see Section 3.1).
Change to correct size drive rolls (see Section 2.8).