



















OPERATION
B-10 B-10
POWER WAVE 355M/405M
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
PULSE-ON-PULSE™ (GMAW-PP)
Pulse on Pulse™ is a Lincoln process specifically
designed for use in welding relatively thin (less than
1/4" thick) aluminum (See the table below). It gives
weld beads with very consistent uniform ripple.
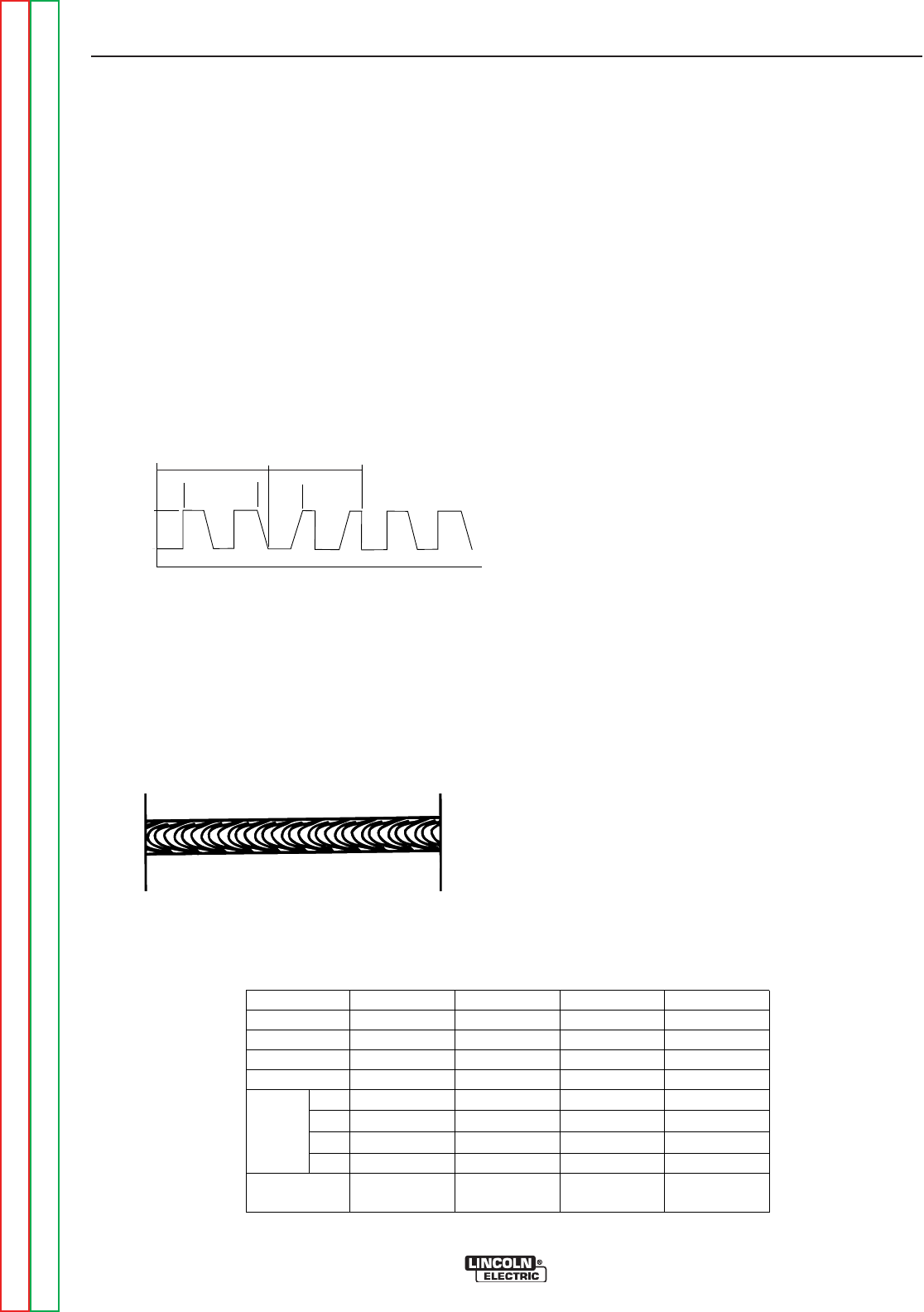
In Pulse on Pulse modes, two distinct pulse types are
used, instead of the single pulse type normally used in
GMAW-P. A number of high energy pulses are used to
obtain spray transfer and transfer metal across the arc.
Such pulses are shown in the figure below. After a
number "N" of such pulses, depending on the wire feed
speed used, an identical number "N" of low energy
pulses are performed. These low energy pulses, shown
in the figure below, do not transfer any filler metal
across the arc and help to cool the arc and keep the
heat input low.
The Peak Current, Background Current, and
Frequency are identical for the high energy and low
energy pulses. In addition to cooling the weld down, the
major effect of the low energy pulses is that they form
a weld ripple. Since they occur at very regular time
intervals, the weld bead obtained is very uniform with a
very consistent ripple pattern. In fact, the bead has its
best appearance if no oscillation of the welding gun
("whipping") is used.(See the figure below)
When Arc Control is used in the Pulse on Pulse
modes, it does the same things it does in the other
pulsed modes: decreasing the Arc Control decreases
the droplet transfer and weld deposition rate.
Increasing the Arc Control increases the droplet trans-
fer and weld deposition rate. Since Arc Control varies
weld droplet transfer rate, the Arc Control can be used
to vary the ripple spacing in the weld bead.
BENEFITS OF PULSE ON PULSE FROM
LINCOLN ELECTRIC
• Excellent appearance of the weld bead
• Improved cleaning action
• Reduced porosity
Table B.3 shows WFS and Trim settings for common
aluminum types and wire sizes when welding with
Pulse-on-Pulse. The welds made to obtain the values
in the table were fillet welds in the flat position. The val-
ues in the table can be helpful as a starting point to
establish a welding procedure. From there, adjust-
ments need to be made to set the proper procedure for
each specific application (out-of-position, other types
of joints, etc.).
The comments on the table below show values of WFS
below which it is not recommended to weld. The rea-
son is, that below these values the weld transfer will
change from a spray arc to a short-arc, which is not
advisable when welding aluminum.
PEAK
AMPS
BACKGROUND
AMPS
TIME
HIGH HEAT
PULSES
LOW HEAT
PULSES
"N" PULSES "N" PULSES
Aluminum 4043 Aluminum 4043 Aluminum 5356 Aluminum 5356
100% Ar. 100% Ar. 100% Ar. 100% Ar.
E4043 E4043 E5356 E5356
0.035 3/64 0.035 3/64
14 ga. 250 / 0 200 / 0 230 / 0 225 / 0
10 ga. 400 / 0 280 / 0 425 / 0 400 / 0
3/16 550 / 0 340 / 0 670 / 0 500 / 0
1/4 600 / 0 400 / 0 700 / 0 550 / 0
WFS /
ARC CONTROL
MATERIAL
THICKNESS
MATERIAL
GAS
WIRE
WIRE SIZE
Not Recommended
below 200 WFS
COMMENTS
Not Recommended
below 200 WFS
Not Recommended
below 100 WFS
Not Recommended
below 200 WFS
WELDING PROCEDURES FOR PULSE-ON-PULSE
TABLE B.3