



















#()!!)$#
!'O
The operation of the switch is as follows:
A semiautomatic or automatic wire feed unit electrode
and work cables are connected to the terminals on the
left side of the box. Stick or air carbon arc electrode
and work leads are connected to the terminals on the
right side of the box. There are three positions on the
switch. With the switch in the left position, the wire
feed terminals are electrode negative. In the center
position, the wire feeder terminals are electrode posi-
tive. In both the left and center switch position, the
right side stick terminals are disconnected. In the
right switch position, the wire feed terminals are dis-
connected from the DC-400 and the stick terminals
connected. The polarity of the stick terminals is
marked on the end of the box. To change polarity, the
electrode and work leads must be interchanged. In
the stick position, the stick terminals are energized at
all times.
$##)$#(
(For those applications where it is not
necessary to
have separate work cables for stick and semiautomat-
ic welding.)
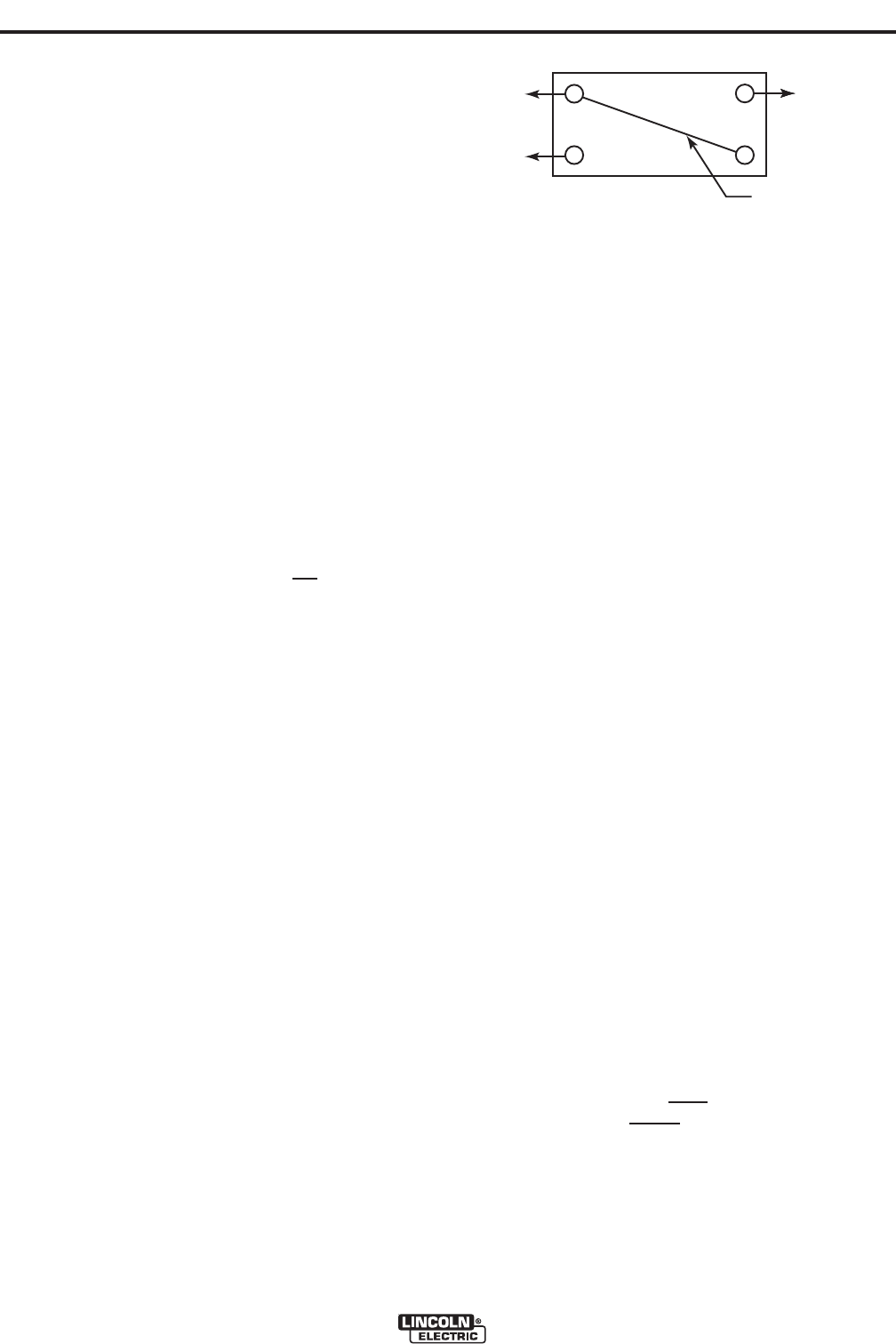
If both stick and semiautomatic welding is done on the
same workpiece, only one work lead is required. To
do this, connect a 4/0 (107 mm
2
) jumper from the
work terminal on the semiautomatic side to the termi-
nal to be used for work on the stick side. The work
lead from the semiautomatic side then serves as the
work lead for both semiautomatic and stick welding.
To change stick polarity, reverse the leads at the (+)
and (-) terminals on the right side of the Multiprocess
Switch.
#$) When a DC-400 equipped with Multiprocess
Switch is mounted on an undercarriage, the
undercarriage handle in the resting position
can hit the case of the Multiprocess Switch.
This does no harm, but if the user desires, a
1/4” or 3/8” bolt and nut may be placed in the
hole in the undercarriage tow bar to limit the
travel of the undercarriage handle.
() )$'''$#'
a) Turn off all power.
b) Disconnect all wire feed unit control, electrode, and
work leads.
c) Place MODE SWITCH in the “CONSTANT CUR-
RENT (STICK/TIG)” for air carbon arc.
d) For stick, TIG or air carbon arc, place OUTPUT
TERMINALS switch into the “ON” position. With
the DC-400 connected for stick, TIG or air carbon
arc welding, the output terminals will be energized
at all times.
#$) If stick welding, TIG welding or air carbon arc
cutting is to be done on the DC-400 along
with semi-automatic/automatic welding, then
a K804-1 Multiprocess Switch is required. If
the Multiprocess Switch is not used, then all
control, electrode, and work leads to wire
feed equipment must
be disconnected from
the DC-400 before
connecting the DC-400 for
stick or air carbon arc cutting.
MULTIPROCESS SWITCH
WORK
ELECTRODE
To semi-
auto or
auto
equipment
To stick
electrode
holder or
air carbon
arc torch
User supplied
4/0 (107 mm )
jumper
2
+
MULTIPROCESS SWITCH
WORK
ELECTRODE
To semi-
auto or
auto
equipment
To stick
electrode
holder or
air carbon
arc torch
User supplied
4/0 (107 mm )
jumper
2
+