



















B-6
OPERATION
B-6
GTAW (TIG) WELDING
The welding current can be set through a PF10M or
PF25M wire feeder.
The TIG mode features continuous control from 5 to
350 amps with the use of an optional foot amptrol
(K870). The POWER WAVE® R350 can be run in
either a Touch Start TIG mode or Scratch start TIG
mode.
CONSTANT VOLTAGE WELDING
Synergic CV
For each wire feed speed, a corresponding voltage is
preprogrammed into the machine through special soft-
ware at the factory.
The nominal preprogrammed voltage is the best aver-
age voltage for a given wire feed speed, but may be
adjusted to preference. When the wire feed speed
changes, the Power Wave automatically adjusts the
voltage level correspondingly to maintain similar arc
characteristics throughout the WFS range.
Non Synergic CV
In non-synergic modes, the WFS control behaves
more like a conventional CV power source where
WFS and voltage are independent adjustments.
Therefore to maintain the arc characteristics, the oper-
ator must adjust the voltage to compensate for any
changes made to the WFS.
All CV Modes
Pinch adjusts the apparent inductance of the wave
shape. The “pinch” function is inversely proportional
to inductance. Therefore, increasing Pinch Control
greater than 0.0 results in a crisper arc (more spatter)
while decreasing the Pinch Control to less than 0.0
provides a softer arc (less spatter).
PULSE WELDING
Pulse welding procedures are set by controlling an
overall “arc length” variable. When pulse welding, the
arc voltage is highly dependent upon the waveform.
The peak current, back ground current, rise time, fall
time and pulse frequency all affect the voltage. The
exact voltage for a given wire feed speed can only be
predicted when all the pulsing waveform parameters
are known. Using a preset voltage becomes impracti-
cal and instead the arc length is set by adjusting
“trim”.
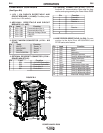
Trim adjusts the arc length and ranges from 0.50 to
1.50 with a nominal value of 1.00. Trim values greater
than 1.00 increase the arc length, while values less
than 1.00 decrease the arc length. (See figure B.3)
POWER WAVE® R350
Trim .50
Arc Length Short
Trim 1.00
Arc Length Medium
Trim 1.50
Arc Length Long
FIGURE B.3