
















OM-193 267 Page 25
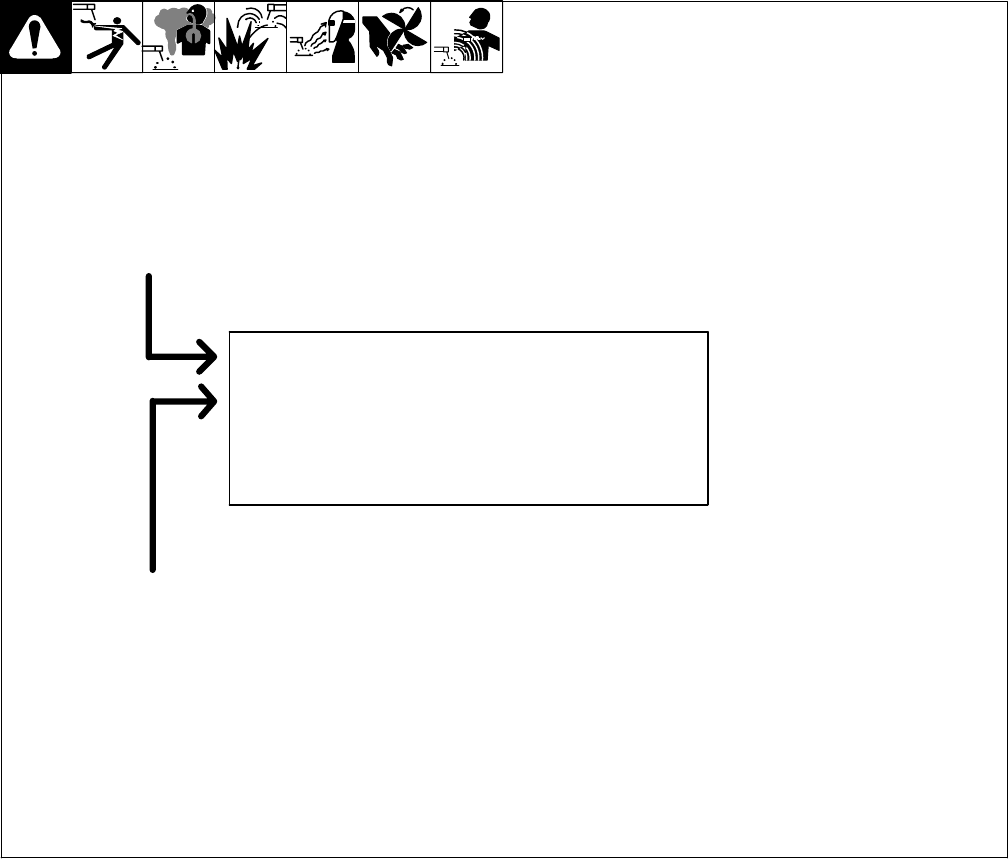
4-7. Choosing Pulse Programs and Setting Parameters
>Prg 2 045St Ar /CO2
Adap t i ve
Setting Arc Length:
Arc length is adjusted with the Output Adjust control.
Displayed preset Trim values (0 − 100) are for reference
only.
Adjustment normally needed if wire feed speed or type of
weld joint is changed.
Set arc length that best applies to your application.
Choosing Adaptive Or Non Adaptive:
Adaptive: Pulse frequency is automatically regulated
to maintain a constant arc length, regardless of
changes in wire stickout.
Non Adaptive: Constant pulse frequency is main-
tained, regardless of the arc length.
Choose mode which best applies to your
application.
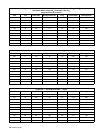
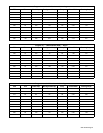
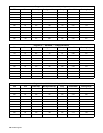
Choosing Pulse Program:
Pulse programs are pre-written and cannot be
changed by the user. See Section 5 for program
parameters and recommended gas mixtures.
Choose program depending on the type and size of
wire, and type of shielding gas used. For example,
the program shown below is for .045 steel wire using
Ar − CO
2
gas.