



















OM-4411 Page 24
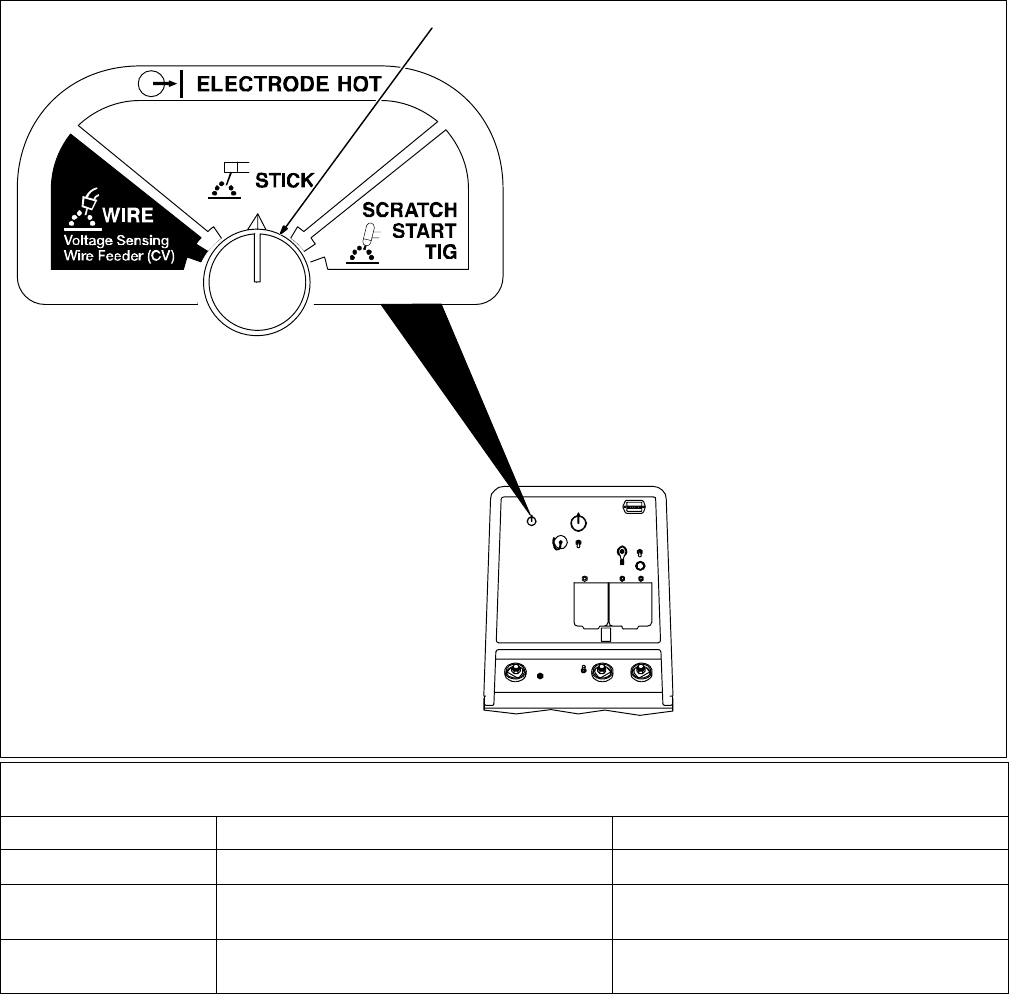
6-3. Process Switch
1 Process Switch
Y Weld output terminals are ener-
gized whenever the engine is run-
ning.
. The unit will not return to idle speed
when the remote contactor is on (clo-
sure between pins A and B on remote
receptacle).
Use switch to select weld process (see
table below and Section 5-8).
Use Stick position for air carbon arc
(CAC-A) cutting and gouging.
When switch is in a Stick position, the dig
circuit provides additional amperage dur-
ing low voltage (short arc length condi-
tions) to prevent “sticking” electrodes.
The dig circuit is disabled when switch is in
Wire or TIG position.
1
803 128
Process Switch Settings
Switch Setting
Process
Output On/Off Control
Switch Setting Process Output On/Off Control
Electrode Hot − Wire MIG (GMAW) Electrode Hot
Electrode Hot − Stick
Stick (SMAW),
Air Carbon Arc (CAC-A) Cutting And Gouging
Electrode Hot
Electrode Hot − Scratch
Start TIG
Scratch Start TIG (GTAW) Electrode Hot