















OM-1589 Page 33
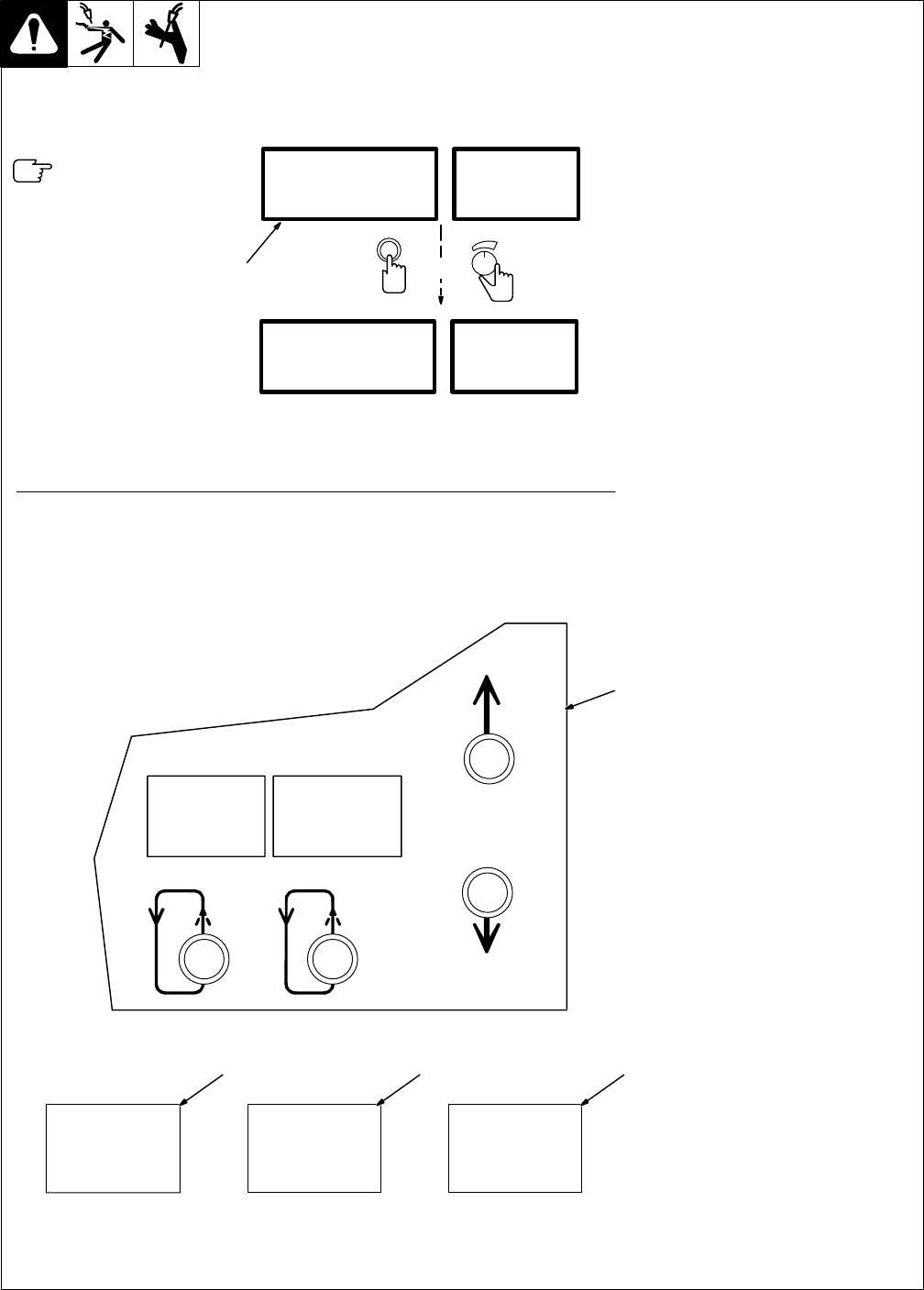
10-2. Redefining Teach Points
Ref. S-0259 / Ref. 154 109
1 IPM
IPM determines the weld metal de-
position rate.
. Redefining IPM is not normally
required unless special wire or
unusual joint design is needed.
Use front panel parameter select
button to move > to select IPM. Use
Display Control to select teach
point value.
Press and hold Purge button while
turning Display Control to redefine
the ipm teach point. For example:
there are teach points at 215, 270,
and 325 ipm; the teach point at 270
can be adjusted to a wire feed
speed of 216 to 324 ipm.
2 Apk − Peak Amperage
3 Abk − Background Amperage
Peak and background amperage
depend on the range of the welding
power source.
4 PPS − Pulses Per Second Of
20-400
5 PWms − Pulse Width Of
1.0-5.0 Milliseconds
Use side panel controls to change
pulse parameters. See Menu Guide
for detailed programming steps.
After values are set, strike and
maintain an arc for five seconds.
Do this for each teach point.
End weld by releasing gun trigger,
not by pulling gun out of weld. Re-
peat for each custom teach point.
The taught arc length represents a
Trim (arc length) setting of 50.
Once the teach points are set, the
wire feeder adjusts parameters be-
tween teach points synergically.
50 Tr im
>450 IPM
Prg 1
Pu l se
50 Tr im
>460 IPM
Prg 1
Pu l se
1
Redefining IPM Teach Point
Redefining IPM is not
normally required
unless special wire or
unusual joint design
is needed.
Purge
And
Process
215 IPM
210 Apk
>4 0 A b k
65 PPS
2
210 Apk
40 Abk
>65 PPS
1. 1 PWms
210 Apk
40 Abk
65 PPS
>1 . 1 PWm s
34 5
Redefining Pulse Parameters
Teach On
215 IPM
>210 Apk
40 Abk