


















1 Outline
1.2 PLC Series and Programming Software Version
15
FXCPU Structured Programming Manual
(Application Functions)
1
Outline
2
Function List
3
Function
Construction
4
How to Read
Explanation of
Functions
5
Applied
Functions
6
Standard
Function Blocks
A
Correspondence
between Devices
and Addresses
1.1.2 Programming languages
The following programming languages can be used in each program block.
Graphic languages
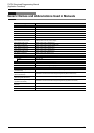
1. Structured ladder language
This graphic language is created based on the relay circuit design technology.
Any circuit always starts from the bus line located on the leftmost.
The structured ladder language consists of contacts, coils, functions and function blocks. These components
are connected with vertical lines and horizontal lines.
Text language
1. ST (Structured text) language
The ST language can describe control achieved by syntax using selective branches with conditional
statements and repetition by repetitive statements in the same way as high-level languages such as C
language.
By using the ST language, you can create simple programs easy to understand.
1.2 PLC Series and Programming Software Version
PLC Series
Software package name
(model name)
GX Works2 version
FX3U•FX3UC
GX Works2
(SW1DNC-GXW2-E)
Ver. 1.08J or later
FX3G
FX2N•FX2NC
FX1N•FX1NC
FX1S
FXU/FX2C
FX0N
FX0•FX0S
1
2
X000 X001 Y000
Y000
MOV
EN ENO
sd
D0
D2
When X001 is ON, the contents
of D0 are transferred to D2.
Output Y000
X001
Y000:=(X000 OR Y000) AND NOT X001;
IF X001 THEN
D2:=D0; (When X001 is ON, the contents of D0 are transferred to D2.)
END_IF;
IF X002 THEN
D4:=D4+1; (When X002 is ON, the contents of D4 are added by "1".)
ELSE
D6:=D6+1; (When X002 is OFF, the contents of D6 are added by "1".)
END_IF;