



















BdYZa<%+%'B[\#H^cXZ.$%-
"(&"
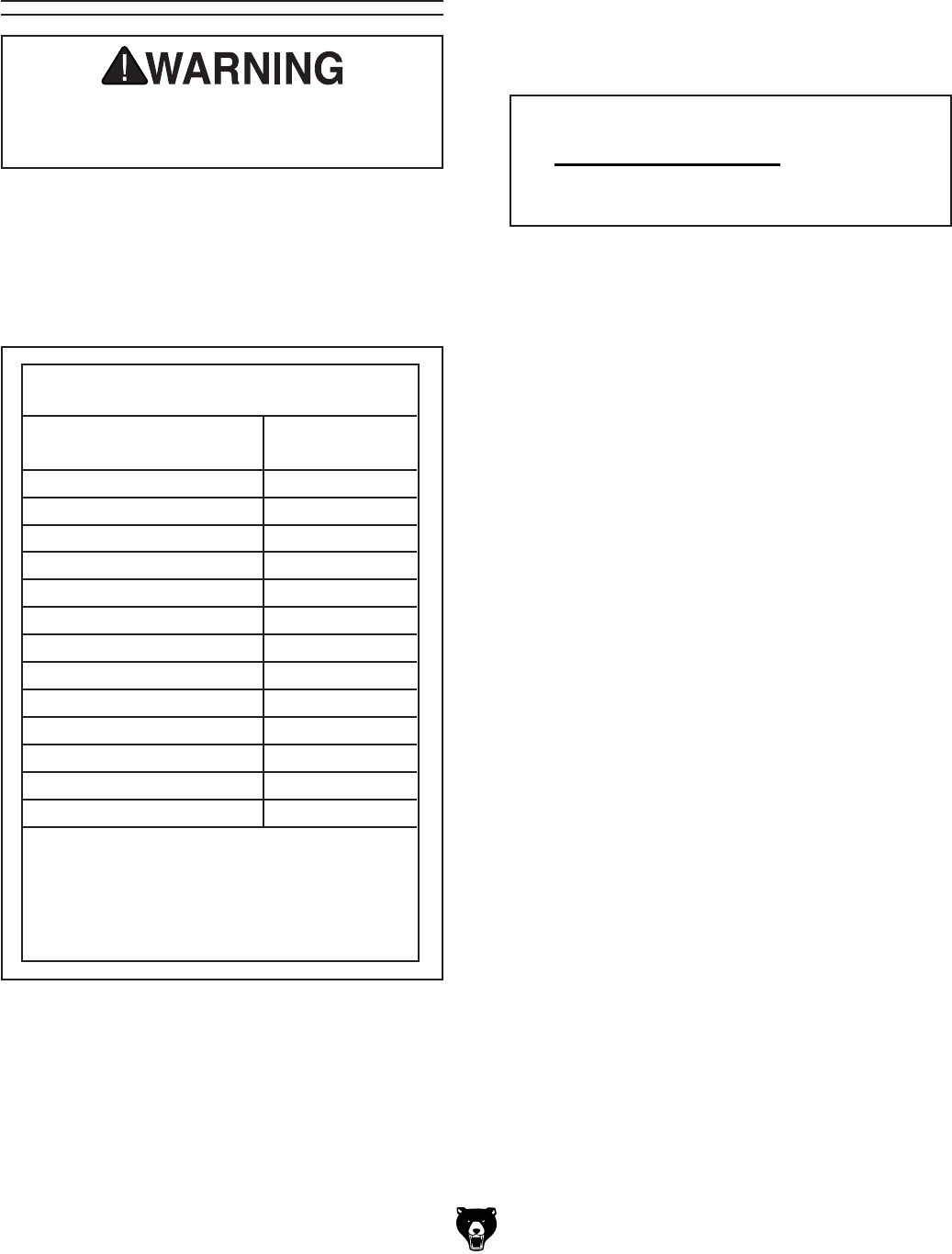
Cutting Speeds for High Speed Steel
(HSS) Cutting Tools
Ldg`e^ZXZBViZg^Va 8jii^c\HeZZY
h[b
6ajb^cjbVaadnh (%%
7gVhh7gdcoZ &*%
8deeZg &%%
8Vhi>gdc!hd[i -%
8Vhi>gdc!]VgY *%
B^aYHiZZa .%
8VhiHiZZa -%
6aadnHiZZa!]VgY )%
IddaHiZZa *%
HiV^caZhhHiZZa +%
I^iVc^jb *%
EaVhi^Xh (%%"-%%
LddY (%%"*%%
Figure 30.8jii^c\heZZYiVWaZ[dg=HHXjii^c\
iddah#
Note:For carbide cutting tools, double the
cutting speed. These values are a guide-
line only. GZ[Zg id i]Z MACHINERY'S
HANDBOOK [dg bdgZ YZiV^aZY ^c[dgbV"
i^dc#
To determine the correct spindle RPM:
1. JhZi]ZiVWaZFigure 30 idYZiZgb^cZi]ZXji"
i^c\ heZZY gZfj^gZY [dg i]Z bViZg^Va d[ ndjg
ldg`e^ZXZ#
Determining Correct
Spindle Speed
3. JhZ i]Z [dgbjaV ^c Figure 31 id YZiZgb^cZ
i]ZcZZYZYGEB[dgndjgdeZgVi^dc#
Note:6alVnhgdjcYidi]ZXadhZhiGEB\^kZc
dci]Z he^cYaZheZZY X]Vgi!VcY VY_jhindjg
heZZY Vh i]Z ldg`e^ZXZ Y^VbZiZg YZXgZVh"
Zh#
2. BZVhjgZ i]Z Y^VbZiZg d[ ndjg ldg`e^ZXZ ^c
^cX]ZhVcYhjWigVXii]ZYZei]d[i]ZXjii]Vi
l^aaWZiV`Zcdci]Z^c^i^VaeVhh#
Figure 31.;dgbjaVidYZiZgb^cZgZfj^gZY
he^cYaZheZZY[dgaVi]Zh#
= RPM
(SFM) x 4
1" Diameter
Failure to follow RPM and feed rate guide-
lines may threaten operator safety from
ejected parts or broken tools.
Example 1
Ndj ]VkZV e^ZXZd[
&
¿' Y^VbZiZgVajb^cjb
hidX`! VcY ndj VgZ jh^c\ ldg`e^ZXZ l^i] V
=HHXjii^c\idda#
Step 1:
(%%H;B[gdbX]Vgim)2&'%%
Step 2:
&'%% $%#* 9^VbZiZgd[ ldg`e^ZXZ2 ')%%
GEB
Result:
I]ZcZZYZYheZZY[dgi]^hldg`e^ZXZ^h')%%
GEB#
Example 2
Ndj ]VkZ V e^ZXZ d[ & Y^VbZiZg hiV^caZhh
hiZZa hidX`! VcY ndj VgZ jh^c\ V ldg`e^ZXZ
l^i]VXVgW^YZXjii^c\idda#
Step 1:
+%H;B[gdbX]Vgi m'[dgXVgW^YZ idda2
&'%
Step 2:
&'%YZiZgb^cZYH;Bm)2)-%
Step 3:
)-%$&9^VbZiZgd[ldg`e^ZXZ2)-%GEB
Result:
I]ZcZZYZYheZZY[dgi]^hldg`e^ZXZ^h)-%
GEB#