



















"('"
BdYZa<%+%'B[\#H^cXZ.$%-
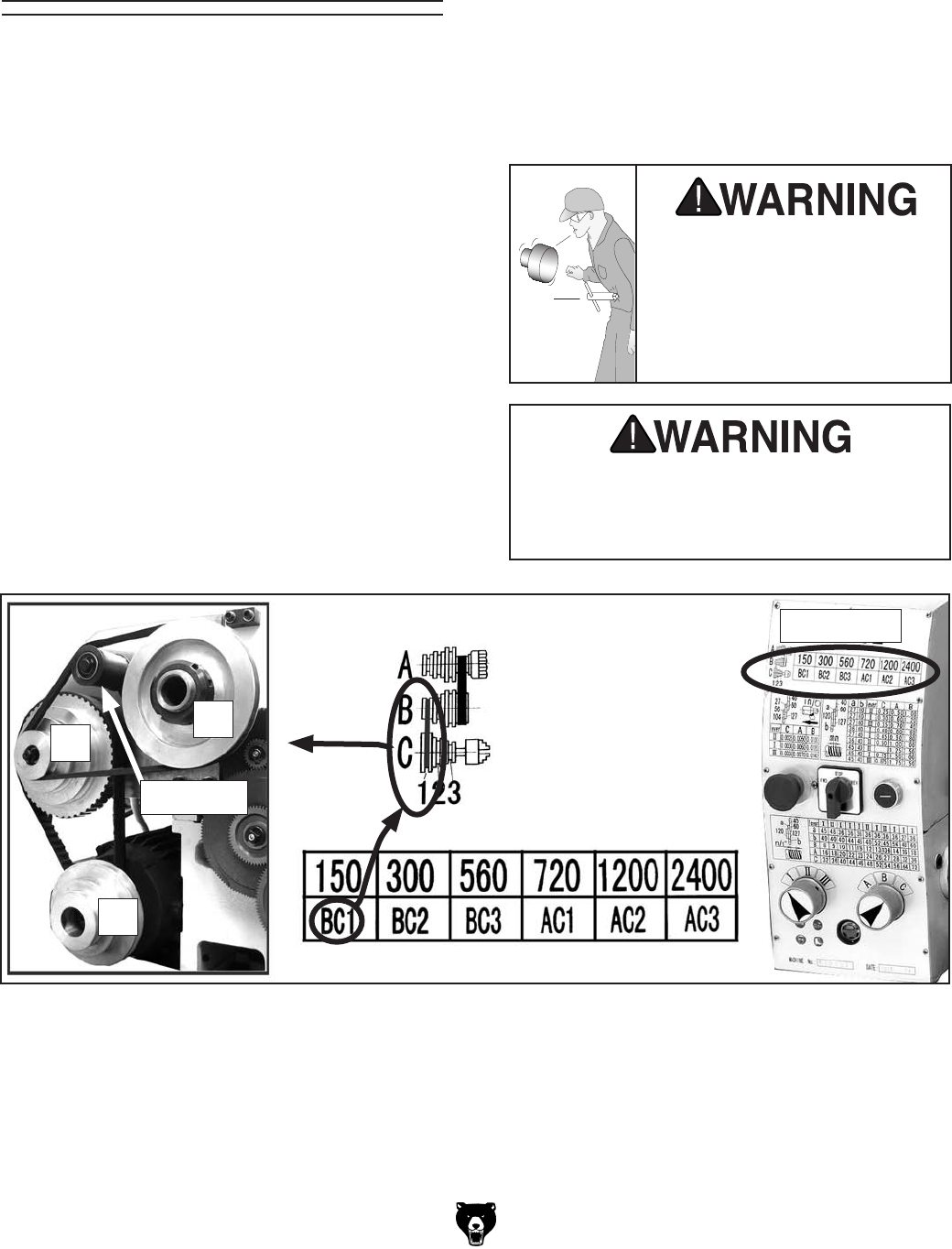
I]^haVi]Z]Vhh^medhh^WaZhe^cYaZheZZYh#H]dlc
^cFigure 32^hVcZmVbeaZd[]dlndjldjaYjhZ
i]ZX]Vgiid\ZiVhe^cYaZGEBd[&*%#
To set the spindle RPM:
1. 9>H8DCC:8II=:A6I=:;GDB
EDL:G
2. GZ[Zg id i]Z GEB X]Vgi ^c Figure 32 VcY
YZiZgb^cZl]^X] ejaaZnXdbW^cVi^dc ndjl^aa
cZZYid\ZiVeVgi^XjaVghe^cYaZGEB#
3. DeZc i]Z h^YZ XdkZg! VcY jh^c\ V &,bb
lgZcX]!addhZci]ZiZch^dcZgadX`cjiadXViZY
dci]Zdi]Zgh^YZd[i]Z\ZVgXdkZgeaViZVcY
i]Z]ZVYhidX`#
4. BdkZ i]Z iZch^dcZg id ^chiVaa i]Z adl gVc\Z
WZaiWZilZZcejaaZnhBVcYCVcY^ch]ZVkZ
1Vhh]dlc^cFigure 32#
Note:The Low range belt is always used on
pulleys B and C with the tensioner. This belt
is 27.5" long. The high range belt is always
used on pulleys A and C without using the
tensioner. This belt is 33" long.
5. GZ"iZch^dc i]Z WZai l^i] i]Z iZch^dcZg! VcY
XadhZi]Zh^YZ XdkZgVcYhZXjgZ ^ih]jil^i]
i]ZXVehXgZl#I]ZaVi]Z^hcdlgZVYnidjhZ
VindjgX]dhZcGEB#
Figure 32.EjaaZnXdbW^cVi^dc78&VX]^ZkZh&*%GEBVii]Zhe^cYaZ#
IZch^dcZg
= 150 RPM
GEB8]Vgi
C
B
A
Use a lower RPM when machin-
ing heavy eccentric workpieces;
securely clamp your workpiece
and remove the chuck key!
Objects thrown from a lathe can
cause serious injury or death to
the operator or bystanders.
Setting Spindle
Speed
Use a minimum of three independent clamping
devices when turning eccentric workpieces
on the faceplate. Failure to provide adequate
clamping will cause workpiece to eject.