

















-41-
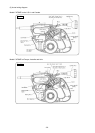
Adjustment of squareness with the fence surface Adjustment of squareness with the base surface
Fig. 57-b
The laser line inclines to the left by turning the Seal
Lock Hex. Socket Set Screw M5 x 6 [103]
clockwise and inclines to the right by turning
counterclockwise. The squareness of the laser line
with the fence surface can be adjusted in this
manner.
Fig. 57-c
The laser line inclines to the right by turning the
Seal Lock Hex. Socket Set Screw M5 x 6 [103]
clockwise and inclines to the left by turning
counterclockwise. The squareness of the laser line
with the base surface can be adjusted in this
manner.
(2) Adjustment of the laser marker
Adjust the laser marker according to the following steps from 1) to 5).
Adjust the product accuracy first because the accuracy of the laser marker is adjusted aligning the cut
surface of the workpiece.
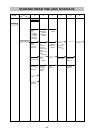
1) First, hold a workpiece of 60 mm (2-3/8") in height and 150 mm
(5-15/16") in width with the vise and perform right-angle cutting.
At this time, check that Plate (A) [105], Cover (A) [104] and
the inlet of a hex. bar wrench at Hinge (A) Ass’y [87] (Fig. 57-a)
are closed to prevent saw dust from entering the laser marker.
If they are not closed, block them with tapes.
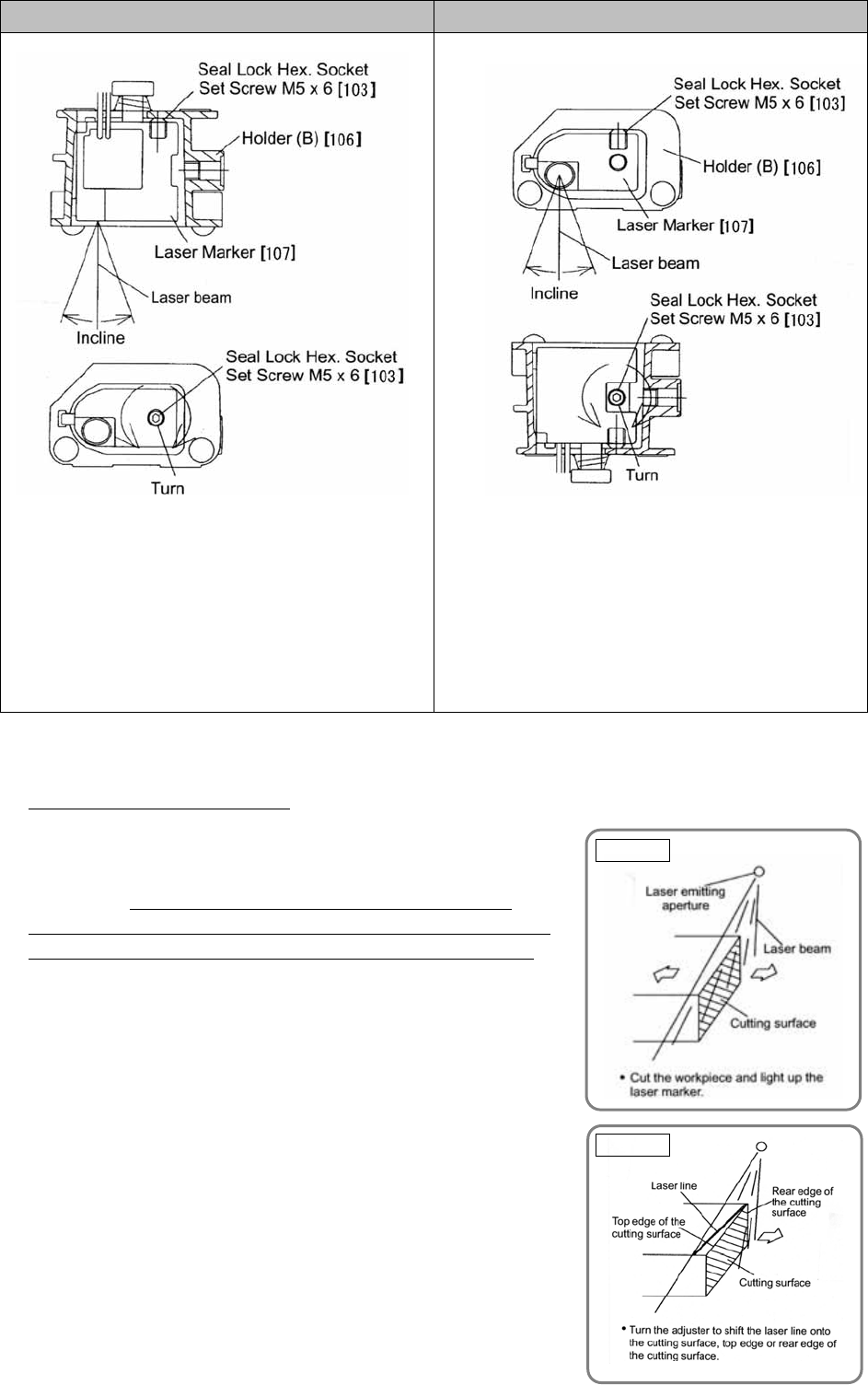
2)
Light up the Laser Marker [107] with the workpiece held in the
vise. Turn the Adjuster [88] to shift the laser line onto the cutting
surface, top edge or rear edge of the cutting surface.
3) Next, insert a 2.5-mm hex. bar wrench into the inlet and adjust
the two Seal Lock Hex. Socket Set Screws M5 x 6 [103] so that
laser beam is applied to the entire cutting surface. (Before
adjustment of the Laser Marker [107] using a 2.5-mm hex. bar
wrench, remove Caution Label (J) [109], Base Rubber [93] and
the tape adhered to the inlet.) If the laser line gets out of the
cutting surface during the laser line adjustment using the two
Seal Lock Hex. Socket Set Screws M5 x 6 [103], turn the
Adjuster [88] to shift the laser line onto the cutting surface, top
edge or rear edge of the cutting surface then adjust the accuracy
Fig. 58-a
Fig. 58-b