


















OM-356 Page 21
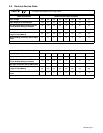
4-2. Output Selector Switch
Ref. ST-191 372
1 Output Selector Switch
Y Do not use AC output in
damp areas, if movement is
confined, or if there is dan-
ger of falling. Use AC output
ONLY if required for the
welding process, and then
use a remote control.
Y Do not change position of
switch while welding or
while under load.
Use switch to select (DCEN) Direct
Current Electrode Negative, AC, or
(DCEP) Direct Current Electrode
Positive output without changing
weld output cable connections.
NOTE: Changing position of Out-
put Selector switch may also
change Process control, Current
control, Output control, and Start
Mode control settings to properly
function with latest Output Selector
switch setting.
1
(CE Nameplate Shown)
4-3. Process Control
Ref. ST-191 372
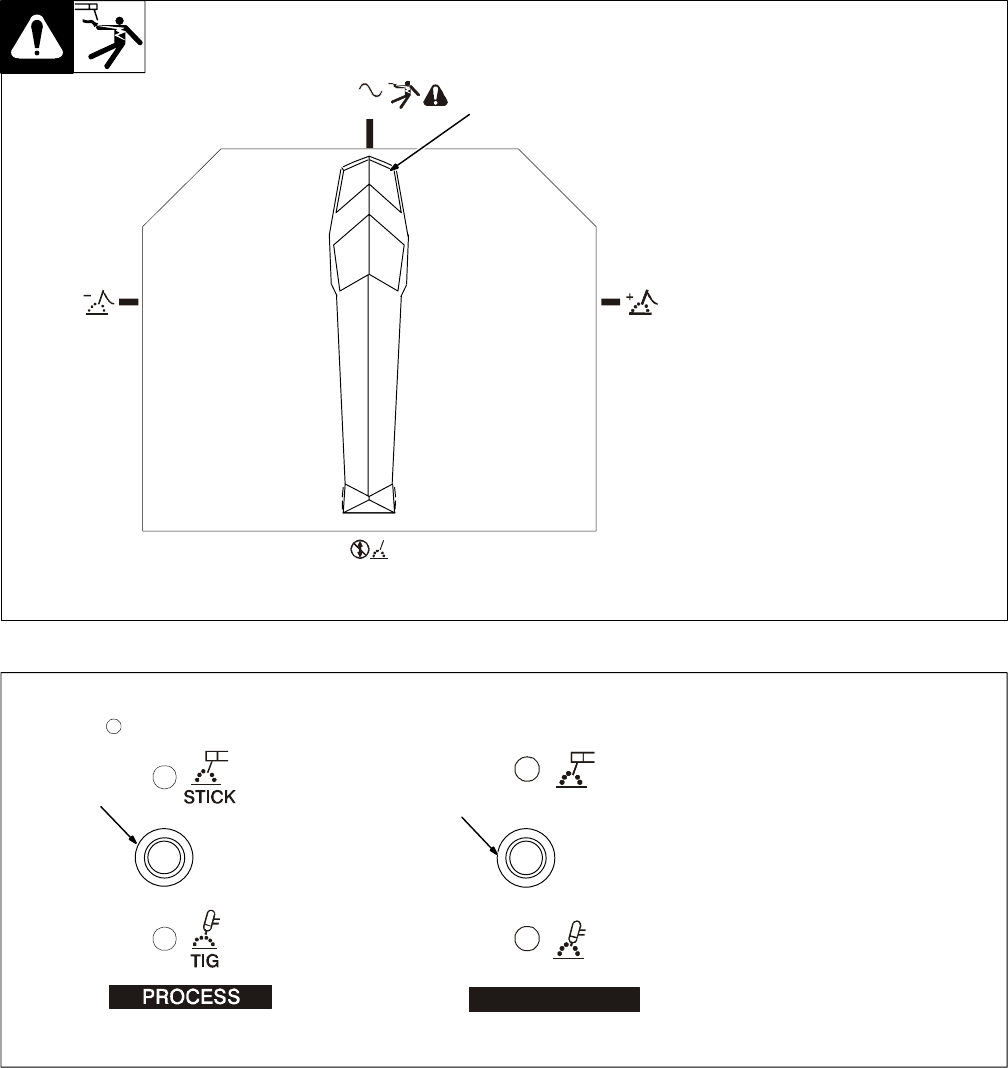
1 Process Control
Use control to select Shielded Met-
al Arc Welding (SMAW) or Gas
Tungsten Arc Welding (GTAW) pro-
cess.
For SMAW, press button to toggle
LED to Stick position.
For GTAW, press button to toggle
LED to TIG position.
NOTE: Lit LED indicates selected
mode.
When Output Selector switch posi-
tion changes, LED may change
position, based upon last selection.
1
1
(CE Nameplate Only)