



















OM-356 Page 27
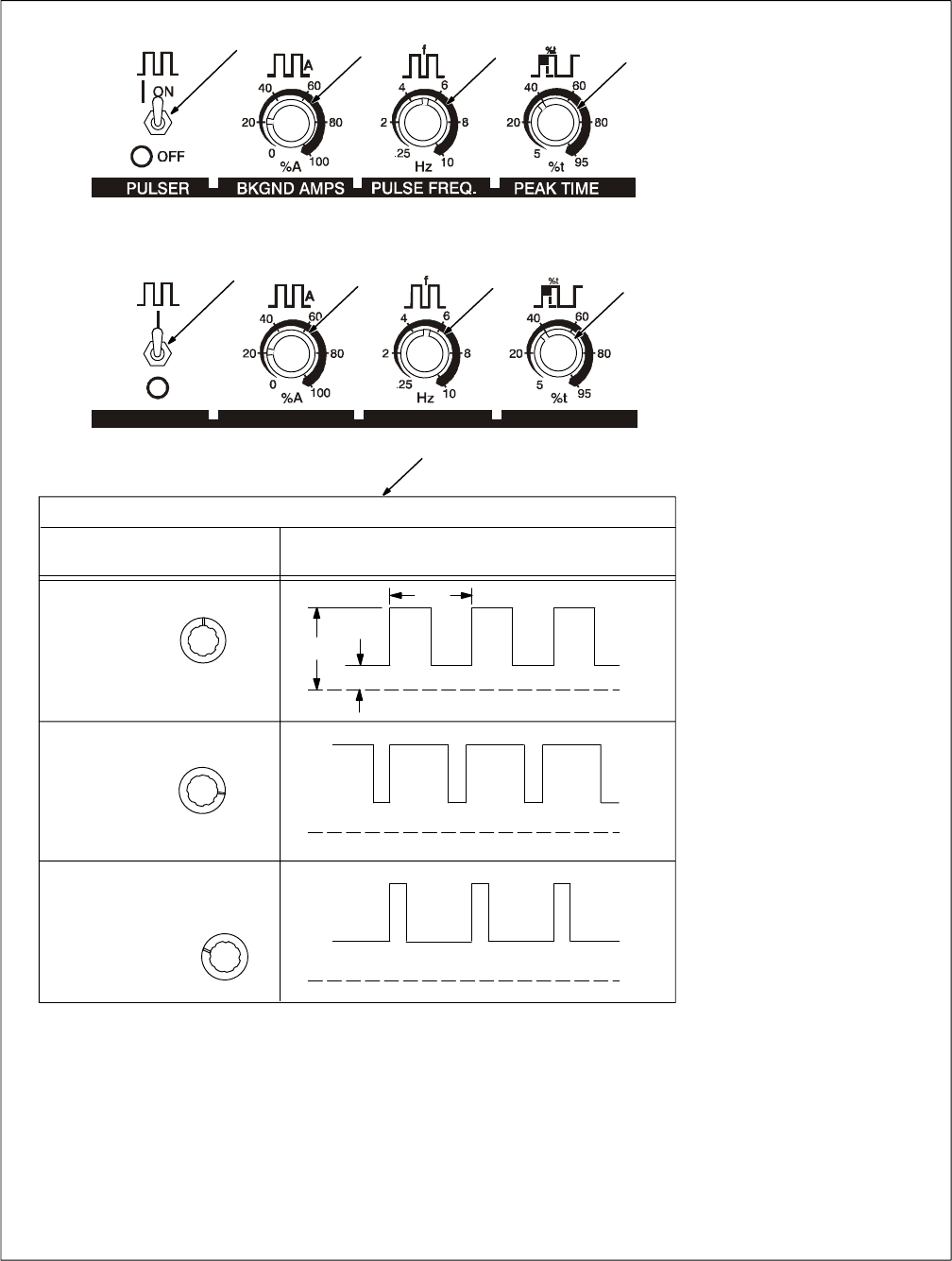
4-12. Setting Pulse Controls
1 On/Off Switch
Use switch to turn pulse function
On and Off.
2 Background Amps
Use Background Amps control to
set the low pulse of the weld am-
perage, which cools the weld
puddle and affects overall heat in-
put. Background Amps is set as a
percentage of peak amperage.
3 Pulse Frequency
A range from 0.25–10.0 pps
(pulses per second). Control is
used to determine appearance of
weld bead.
4 Peak Time
A range of 5–95% of each pulse
cycle can be spent at the peak
amperage level.
Peak amperage (3–400 amps), is
set with the Amperage Adjust-
ment control (see Section A).
Peak amperage is the highest
welding amperage allowed to oc-
cur in the pulse cycle. Weld pene-
tration varies directly with peak
amperage.
5 Pulsed Output Waveforms
Example shows affect changing
the Peak Time control has on the
pulsed output waveform.
Application:
Pulsing refers to the alternating
raising and lowering of the weld
output at a specific rate. The
raised portions of the weld output
are controlled in width, height,
and frequency, forming pulses of
weld output. These pulses and
the lower amperage level be-
tween them (called the back-
ground amperage) alternately
heat and cool the molten weld
puddle. The combined effect
gives the operator better control
of penetration, bead width,
crowning, undercutting, and heat
input. Controls can be adjusted
while welding.
Pulsing can also be used for filler
material addition technique
training.
Peak Amp
Bkg Amp
Balanced
More Time
At Peak
Amperage
More Time At
Background
Amperage
Pulsed Output Waveforms
Percent (%) Peak
Time Control Setting
(50%)
(80%)
(20%)
PPS
1
5
2
3
4
1
2
3
4
(CE Nameplate Only)